
如何有效结合纳米材料与宏观结构一直是材料科学的难题。特拉华大学付堃教授与青岛科技大学杜爱华教授等人在《ACS Appl. Mater. Interfaces》发表了一篇重要研究,通过电热冲击技术在0.8秒内达到1050°C,实现了碳纳米材料与玻璃纤维的紧密焊接,为跨尺度制造带来了新的可能性。
研究团队利用碳纳米管(CNT)的高接触电阻,成功在极短时间内将局部区域加热至1050°C,通过焦耳热效应熔化玻璃纤维,形成了强韧的界面结合。这种超快的加热过程不仅保持了玻璃纤维的原始机械性能,还显著减少了材料的热影响。
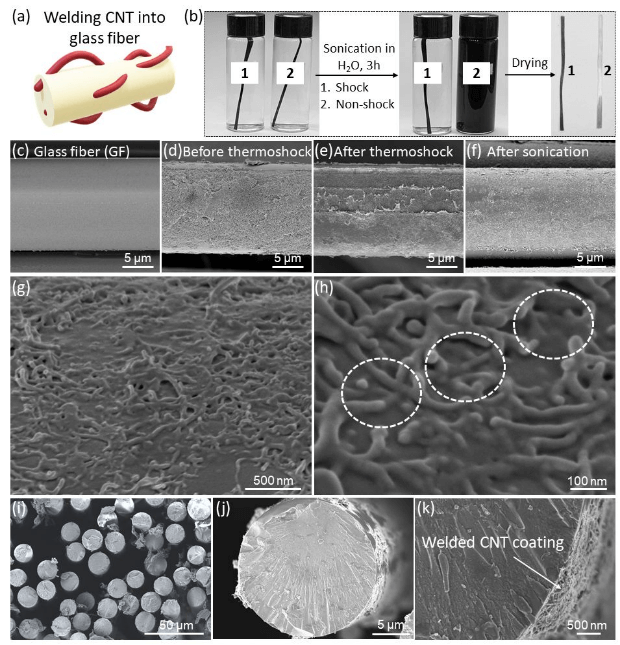
图1. 0.8秒内实现碳纳米管与玻璃纤维的焊接
实验结果显示,CNT与玻璃纤维的结合强度极高,经过超声处理后依然稳定。焊接后的玻璃纤维形态保持不变,证明了该技术的精确性和可靠性。
(a)用电热冲击法制备的CNF/玻璃纤维连续焊接长丝。
(b)焊接CNT/玻璃纤维的照片图像:碳纳米管涂层均匀、弯曲性好、柔韧性好,可扭曲、打结和卷曲。
(c)灯丝(长6cm)在不同电流下的温度-时间曲线。
(d)不同电流下的加热和冷却速率。
(e)红外图像显示焦耳加热的灯丝在弯曲、扭转和分裂过程中保持稳定的温度。
(f)灯丝表现出优异的机械强度,可以举起784g的锤子,带有锤子的焊接CNT/玻璃的红外图像可以证明CNT/玻璃纤维的结构完整性和坚固性。
(g)缠绕在手指上的CNT/玻璃纤维焊接细丝的照片和红外图像,展示了其在可穿戴加热器件中的潜在应用。
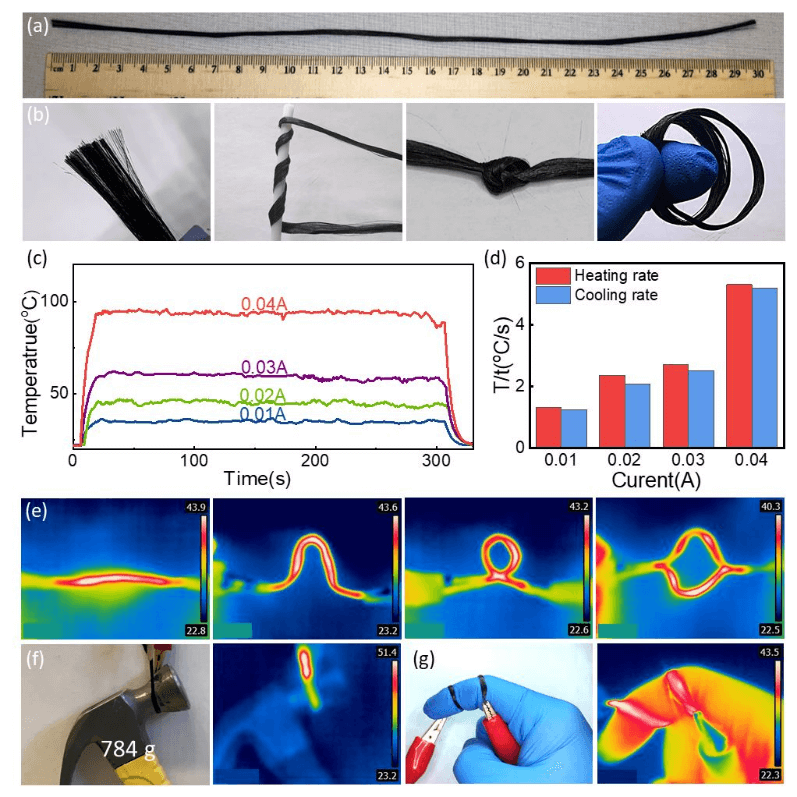
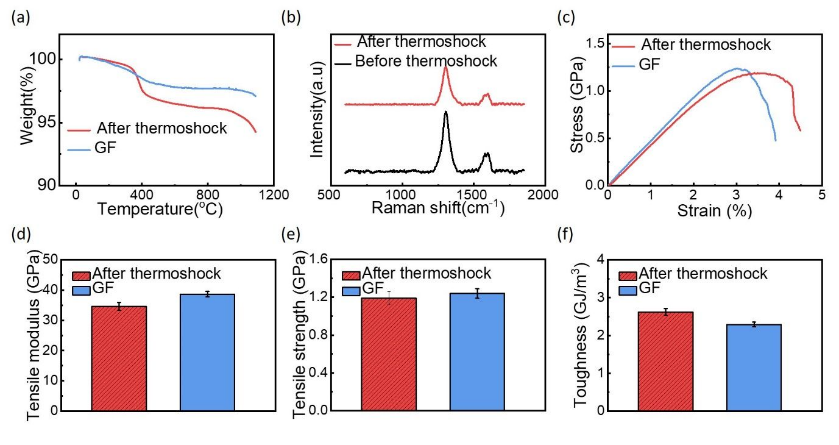
图2. 焊接后玻璃纤维的横截面保持完整
机械性能与电热响应特性提升
通过拉伸测试,研究发现焊接后的材料在拉伸强度和韧性方面均表现出优异的机械性能。此外,焊接后的CNT/玻璃纤维在不同形状下保持了稳定的电热响应,展现了其在可穿戴设备等应用中的潜力。
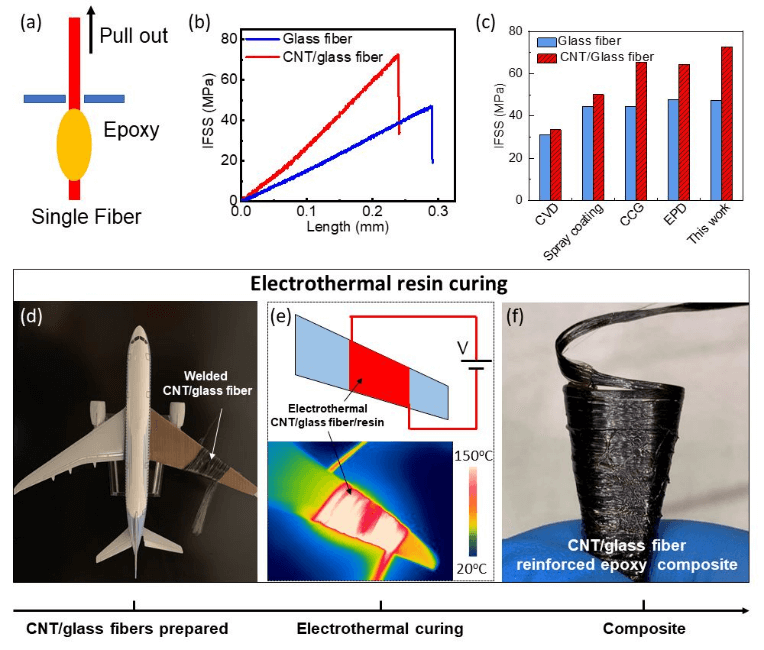
图3:焊接后材料的力学性能分析(a)单纤维拔出试验示意图。(b)玻璃纤维和CNT/玻璃纤维的界面剪切应力。(c)比较了化学气相沉积(CVD)、电泳沉积(EPD)、非共价浸渍/喷涂涂层、共价化学接枝(CCG)以及本工作的界面剪切应力(IFSS)。(d)机翼蒙皮的照片图像与焊接的CNT/玻璃纤维缠绕在一起。(e)电热CNT/玻璃纤维的原理图和红外图像。(f)固化复合材料的图像,碳纳米管的焦耳热可以使液体树脂升温固化。
广泛的应用前景
电热冲击技术具有极高的效率和低成本的潜力,能够实现连续的卷对卷制造过程。这项技术为航空航天、汽车制造、电子设备等领域的跨尺度制造开辟了新路径。
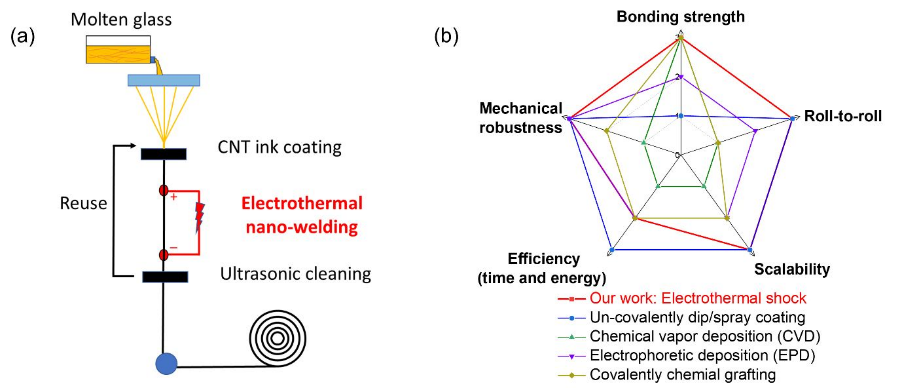
图4:电热冲击技术在工业生产中的应用方案(a)焊接CNT/玻璃纤维的连续、连续生产的制造工艺示意图。(b)雷达图定性地比较了本工作与代表性策略(包括化学气相沉积(CVD)、电泳沉积(EPD)、非共价浸渍/喷涂,共价化学接枝)的电热冲击的键合强度、机械稳定性、效率(时间和能量)、可扩展性和滚动可行性等五个方面性能。
总结
本研究通过0.8秒内在局部区域实现1050°C高温,成功解决了碳纳米管与玻璃纤维的焊接难题,为跨尺度制造提供了创新的解决方案。随着电热冲击技术的成熟,未来它将在更多工业应用中展现巨大的潜力。
原文:Yuanyuan Shang et al., “Rapid Nanowelding of Carbon Coatings onto Glass Fibers by Electrothermal Shock,”ACS Appl. Mater. Interfaces, 2020, DOI:10.1021/acsami.0c09549.
本文来自Carbontech,本文观点不代表石墨烯网立场,转载请联系原作者。