
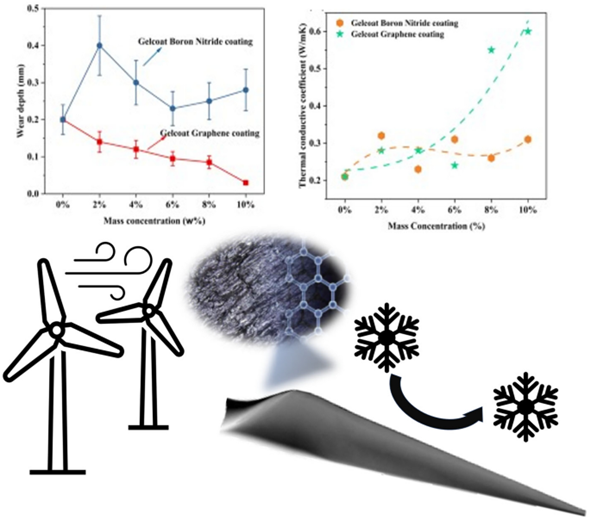
积冰导致的安全问题对人类生活构成了很大的威胁,而现有涂层的耐磨性差,导热性差限制了防冰涂层的广泛应用。本文通过物理复合将石墨烯引入树脂涂料中,得到一种石墨烯增强的耐磨导热防冰涂层。涂层的导热能力与石墨烯的含量呈正比,可将导热能力提升三倍以上。通过优化石墨烯的含量,复合涂层展示出最佳的机械强度,与未复合石墨烯的涂层相比,磨损深度从0.2 mm降低至0.09 mm,导热系数从0.21 W/mK 提升至0.55 W/mK的导热系数。此外,石墨烯的引入使得表面形成了可以捕捉气穴的微纳结构,有效的延长了抑制冰晶成核的时间,降低了冰在涂层表面的黏附强度。
本文亮点
- 石墨烯的引入成功提高了材料的导热性能。
- 石墨烯独特的2D结构赋予涂层出色的耐磨性。
- 石墨烯的引入促进了表面微纳结构的形成,增强了涂层的防冰能力。
内容简介
积冰导致的安全问题对人类生活构成了很大的威胁,而现有涂层的耐磨性差,导热性差限制了防冰涂层的广泛应用。在此,瑞典吕勒奥工业大学(Luleå University of Technology)史以俊团队将石墨烯引入树脂涂层得到一种石墨烯增强的耐磨导热防冰涂层。具体地,将石墨烯复合到树脂涂层中,利用石墨烯优异的导热性来改善复合涂层的导热能力,使其能应用在现有加热除冰材料的表面。石墨烯独特的2D层状结构,可以降低磨损过程中磨粒对涂层的破坏,提升的涂层的抗磨损能力,从而延长使用寿命。结果显示,当石墨烯的质量分数约为8%时,复合涂层具有最佳的机械性能,高的热导率和低的磨损深度。此外,石墨烯的引入促使表面形成了有效的微纳结构,延长了冰的成核时间,降低了冰在涂层表面的黏附强度。同时还对比了氮化硼作为导热耐磨填料对复合涂层性能的影响。本研究中的具有出色耐磨性能和导热性能的防冰涂层,对于各种除冰场合具有极大的应用前景。

图文导图
复合涂层的结构和机械强度
图1(a)和(b)展示了利用傅里叶红外光谱仪对复合涂层的结构进行了研究。在这项工作中,通过物理混合不同含量的氮化硼和石墨烯。因此,添加剂对分子结构没有影响,FTIR光谱没有明显变化。图1(c)和(d)使用了纳米压痕评估了复合涂层的机械性能。随着氮化硼和石墨烯浓度的增加,复合涂层的硬度逐渐增加,直到质量浓度达到8%后,在质量浓度为10%时硬度下降。这意味着复合涂层的强度在添加浓度为8%时可以达到最大值。另一方面,穿透深度呈现先减小后增大的趋势。当添加剂浓度达到8%时达到最小值。与纯涂层样品相比,添加剂浓度为8%时复合涂层的强度可达5.59 MPa,高于纯胶衣涂层。该结果表明,对于氮化硼和石墨烯来说,最佳浓度都是8%。
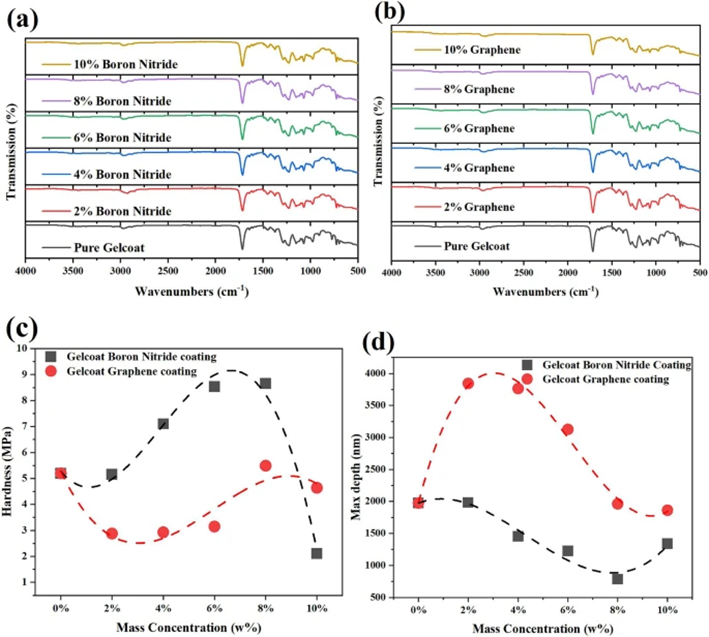
图1 (a)氮化硼复合涂层的红外光谱,(b)石墨烯复合涂层的红外光谱,(c)复合涂层的表面硬度,(d)复合涂层的压痕深度。
复合涂层的导热性能和导热机理
图 2(a)展示了复合涂层的导热系数,空白对照涂层的导热系数为 0.20 W/mK。石墨烯复合涂层趋势明显,石墨烯的浓度在8% 时,导热系数有很大的提升。当石墨烯的浓度增加到10%时,石墨烯复合涂层的导热系数可以达到0.61 W/mK。而氮化硼复合涂层的导热系数变化非常小,最高仅达到0.34 W/mK。在图2(b)中,通过红外热成像仪评估了复合涂层的热量分布。结果表明,石墨烯复合涂层可以更快地传递热量。石墨烯复合涂层表面温度可以在 30 秒内达到与加热垫相同的温度,而对照涂层和氮化硼复合涂层则不能迅速的传导热量。
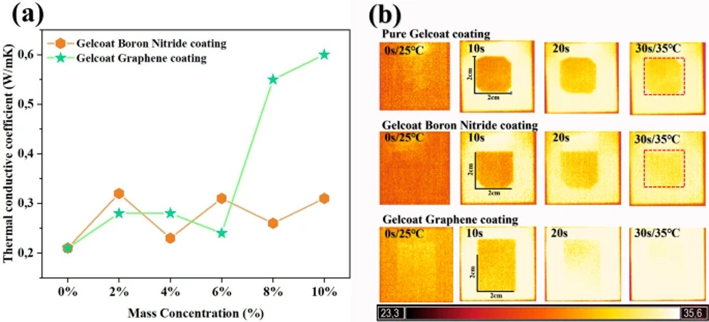
图2 (a)复合涂层的导热系数,(b)复合涂层的热量分布。
在图3(a)中,氮化硼在676 cm−1和3600 cm−1处显示出尖锐的峰,均呈现B-N振动,但3600 cm−1峰呈现晶体立方体内的B-N振动。2% 到 6% 质量浓度的氮化硼复合涂层具有较弱和平坦的吸收峰,这意味着氮化硼涂层中的片段和晶体立方体没有明显的振动。8%到10%质量浓度的氮化硼复合涂层出现了许多弱峰,这些不必要的振动也会阻止热传递。这解释了为什么氮化硼复合涂层的导热系数没有显着增加。图3b 显示了石墨烯和石墨烯复合涂层的拉曼位移。石墨烯显示1580 cm−1(G峰)和2700 cm−1(2D峰)的拉曼位移。结果显示,G峰和2D 峰发生小幅偏移并分裂成两个峰,这表明晶体立方体的振动受到凝胶涂层的影响。随着石墨烯含量的增加,G峰和2D峰偏移至1580 cm−1和2700 cm−1。这是因为高浓度的石墨烯在复合涂层内形成了连续相,热量可以通过连续的石墨烯相传递。因此,石墨烯复合涂层的导热系数随着石墨烯浓度的增加而增加。
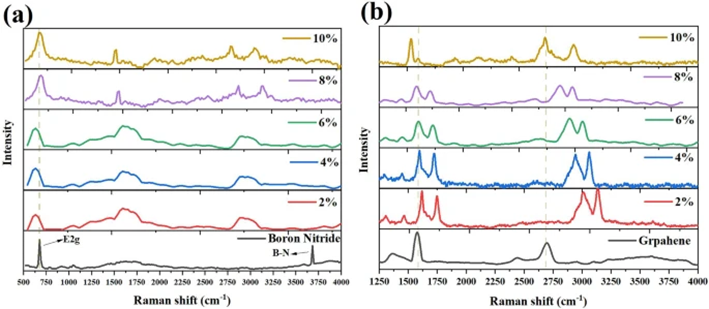
图3 (a)氮化硼复合涂层的拉曼光谱, (b)石墨烯复合涂层的拉曼光谱。
复合涂层的耐磨性能和耐磨机理
图4 (a)和(b) 展示了复合涂层磨损后的表面形貌。3D表面形貌和宏观照片都显示氮化硼复合涂层在磨损后出现大面积的材料转移。而对于石墨烯复合涂层,涂层在砂纸磨损后并未出现大面的材料转移,仅在磨损位置出现了许多由磨粒导致的沟槽。图 5(a) 显示了磨料颗粒穿透凝胶涂层复合材料表面的深度。石墨烯复合涂层的磨损深度均小于氮化硼复合涂层。对于石墨烯复合涂层,磨损深度随石墨烯含量的增加而减小。图5(b)研究了磨损过程中的磨损机理。由于石墨烯具有独特的2D层状结构,石墨烯的碳原子层可以相互滑动。当涂层内的石墨烯颗粒因磨损进入界面时,会黏附到砂纸上的磨粒,起到润滑剂的作用,减少了涂层的磨损和摩擦。氮化硼具有面心立方体结构,但晶体区域是无序的。因此,氮化硼中原子层之间的滑动比石墨烯中的要少。此外,氮化硼颗粒具有比石墨烯和树脂材料更高的硬度。这也导致氮化硼颗粒会再次侵入涂层表面并导致严重磨损。
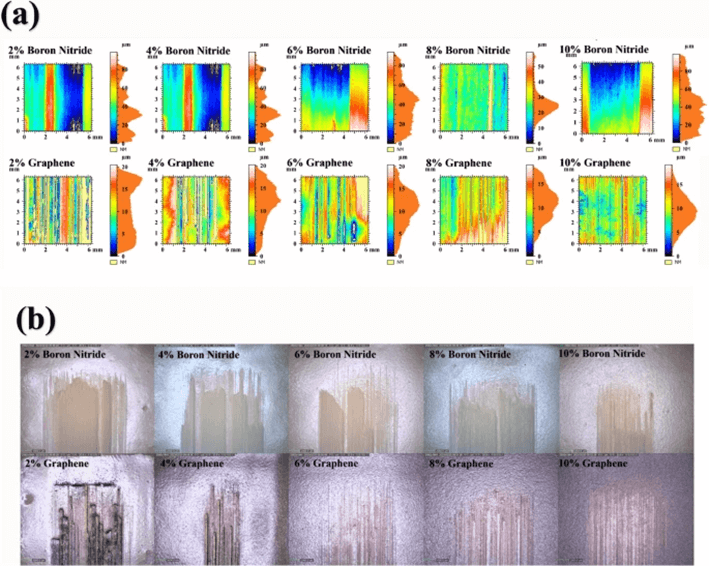
图4 (a)复合涂层磨损后的表面形貌图,(b)复合涂层磨损后的光学图片。
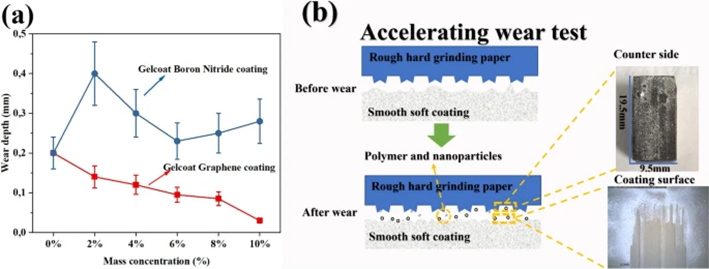
图5 (a)复合涂层的磨损深度,(b)复合涂层的磨损机理示意图。
复合涂层的防冰性能和防冰机理
图6(a)和(b)评估了复合涂层的防/除冰性能。结冰延迟时间是衡量水滴在结冰之前在 −20 ℃的复合涂层表面保持液态水的时间。如图6(a)所示在磨损前,随着氮化硼和石墨烯浓度的增加,氮化硼复合涂层和石墨烯复合涂层的结冰延迟时间呈现下降的趋势,但均高于空白对照涂层。磨损后的氮化硼复合涂层和石墨烯复合涂层表现出比磨损前更短的结冰延迟时间。图6(b)评估了复合涂层的剪切冰粘附强度。石墨烯复合涂层显示出比氮化硼复合涂层更低的冰粘附强度,且均低于空白对照涂层。随着石墨烯含量的增加,冰粘附强度没有显著改变。在磨损后,复合涂层的冰粘附强度均增加。石墨烯复合涂层的冰粘附强度增加至225 kPa,仍低于空白对照涂层磨损前的冰粘附强度。而氮化硼复合涂层的冰粘附强度增加至375 kPa以上,远高于空白对照涂层的250 kPa。
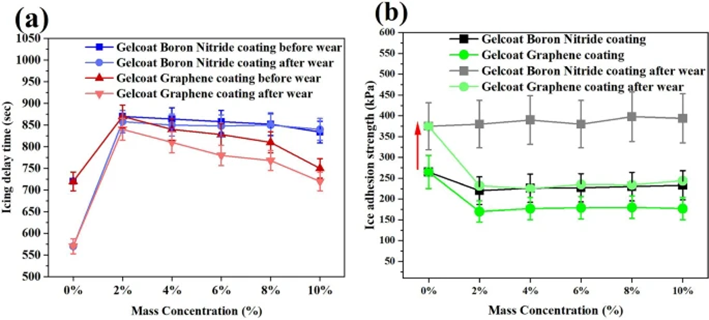
图6 (a)复合涂层的结冰延迟时间,(b)复合涂层的冰黏附强度。
图7研究了复合涂层的疏冰机理,以及磨损对除冰带来的影响。在图7(a)(b)中,石墨烯复合涂层显示出大约82±3°的水接触角,而氮化硼复合涂层显示出大约70±5°的水接触角。在磨损后,水接触角均增加。这是由于磨料磨损后留下的凹槽可以捕捉部分空气形成气穴,从而使得磨损后表面水接触角有小幅增加。图7(c)展示了复合涂层的起始表面粗糙度。石墨烯复合涂层展示出较高的表面粗糙度,且随着石墨烯含量的增加而增加。而氮化硼复合涂层的表面粗糙度没有显著改变。图7(d)为水滴在光滑和粗糙表面以及不同温度下的示意图。在室温下,粗糙的表面间隙可以捕获空气形成气穴阻止了水对涂层表面的进一步润湿。因此,粗糙表面通常具有较高的水接触角。此外,当环境温度降低至±20 ℃时,水滴从Cassie-Baxter状态转变为Wenzel状态。高粗糙度提供了许多异质成核位点,从而加速了表面水的冻结。这就是图 6(a)中氮化硼复合涂层和石墨烯复合涂层在磨损后显示出较短结冰延迟时间的原因。快速冷冻会导致部分气穴被困在冰下面,从而减少了冰和涂层之间的实际接触面积。因此与空白对照涂层相比,石墨烯复合涂层仍然呈现较低的冰粘附力。在经历磨损后,复合涂层的初始表面被严重破坏并形成新的表面。磨损产生的颗粒以及形成的大面积凸起和凹槽,在冷冻过程中会提供大量异质成核位点,并且水在冻结过程中与磨损表面形成了大量的机械互锁结构,导致冰粘附强度增加。实验结果也证实了增强防冰涂层耐磨的必要性。
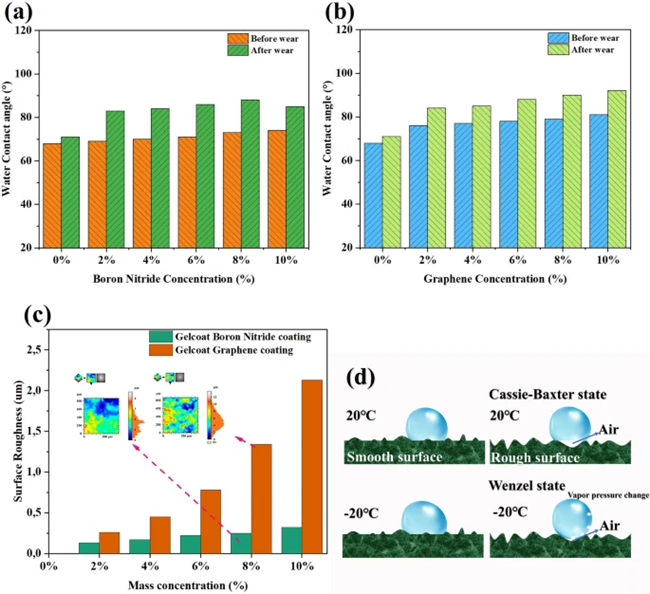
图7 (a)氮化硼复合涂层磨损前后的水接触角,(b)石墨烯复合涂层磨损前后的水接触角,(c)复合涂层的表面粗糙度,(d)复合涂层的疏冰机理示意图。
作者简介

陈军
本文第一作者
瑞典吕勒奥工业大学 博士生
瑞典吕勒奥工业大学机械元件系博士生,在《Journal of materials chemistry A》,《Small》,《Journal of Science: Advanced Materials and Devices》,《Advanced Composites and Hybrid Materials》等国际高水平期刊发表SCI论文4篇。
主要研究领域:多功能耐磨防冰涂层。

史以俊
本文通讯作者
瑞典吕勒奥工业大学教授
史以俊博士目前担任瑞典吕勒奥工业大学机械元件系的教授。2008年获得南京工业大学博士学位,曾于2012-2015年在瑞典吕勒奥工业大学做博士后研究工作。近十年(2014-2023)期间,发表高水平SCI论文100余篇。目前担任ES Materials & Manufacturing 期刊主编。Proceedings of the Institution of Mechanical Engineers, Part J: Journal of Engineering Tribology 期刊副主编。
Email: yijun.shi@ltu.se
文章信息
Graphene-enhanced, wear-resistant, and thermal-conductive, anti-/de-icing gelcoat composite coating
Jun Chen, Pranay Kumar Parsi, Pär Marklund, Marcus Björling, Yijun Shi*
Advanced Composites and Hybrid Materials 2024, 7:9.
https://doi.org/10.1007/s42114-023-00820-3
本文来自ESS工程科学,本文观点不代表石墨烯网立场,转载请联系原作者。