
瑞典乌普萨拉大学的研究人员使用氧化石墨烯涂层粉末减少激光粉末床熔融 MnAl(C) 的裂纹。相关论文以“Crack reduction in laser powder bed fusion of MnAl(C) using graphene oxide coated powders”为题发表在《Scientific Reports》上。
由于稀土资源的有限性和使用成本的大幅度提高,开发低稀土或无稀土类高性能永磁材料越来越成为世界各国磁性材料研究的重要方向之一。MnAl(C)是一种很有研究前景的无稀土磁体。在激光粉末床熔融(L-PBF)中加工MnAl(C)时,高冷却率可保留高温ε相,然后在低温下退火,制备出铁磁性τ相。然而,MnAl(C) 已被证明难以用L-PBF 打印,而且材料容易出现严重开裂。
在本研究中,研究人员研究了在粉末上添加氧化石墨烯 (GO) 涂层会如何影响 MnAl(C) 的可加工性和打印部件的性能。研究人员采用湿化学工艺在 MnAl(C)粉末上涂覆了 0.2 wt.% 的 GO。GO 的加入减少了打印部件中裂纹的形成,同时也影响了沿生长方向的001织构程度。打印后,参照材料和 0.2 wt.% GO 的密度分别达到 93% 和 87%。图1显示了 MnAl(C)粉末在涂覆氧化石墨烯(GO)前后的扫描电镜(SEM)图。
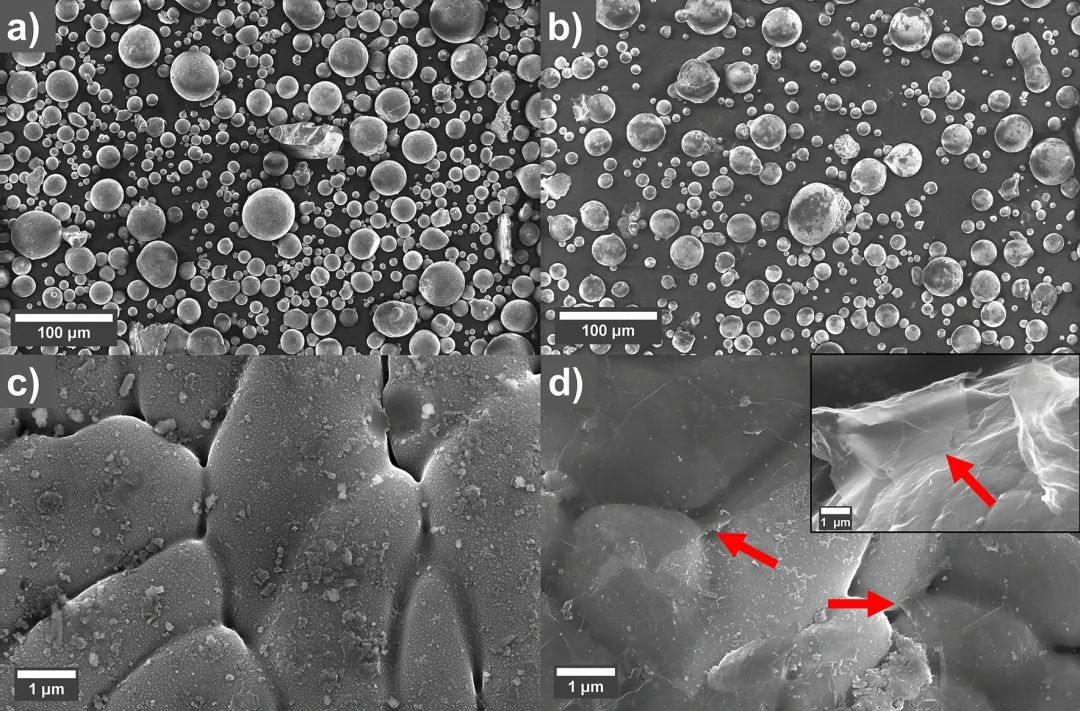

图1:MnAl(C) (a,c)参照物和(b,d) 0.2 wt.%氧化石墨烯涂层粉末的SEM图。(d)中的氧化石墨烯表用红色箭头表示。(d)中的插图显示了从粉末颗粒表面伸出的氧化石墨烯薄片。
此外,通过图像分析,比较涂覆粉末和未涂覆粉末制成的打印样品,计算出裂纹减少了 35%。这两种粉末主要形成ε相,但在打印后的部件中可以观察到一些γ相和ε相混合的两相区域,但在未涂层的参照样品中似乎更为突出,也可能与裂纹有关。两种样品在 560°C 下热处理 5 分钟后,τ 相和少量的次生相都会出现。振动样品磁强计用于测量样品磁性能,参照样品的剩磁为 33 Am2/kg,矫顽力为 139 kA/m,0.2 wt.% GO 样品的剩磁为 30 Am2/kg,矫顽力为 130 kA/m。这些结果表明,GO 涂层是减少 L-PBF MnAl 中裂纹的可行方法,同时不会降低材料的磁性能。
对于可以完成打印的样品,图 2 显示了输入的体积能量(激光功率除以舱口间距、层厚和扫描速度)对打印部件密度的影响。在所有测试的加工参数下,未涂层参照部件的密度都高于涂层样品,而且密度随着能量输入的增加而增加。此外,与使用 20 W 激光功率但输入能量相近的样品相比,使用 22 W 激光功率但扫描速度较低的涂层粉末(图 2 中黑色方框内的圆圈)的密度更高,这表明激光功率非常重要。使用 GO 涂层粉末打印的部件密度较低的原因可能是在打印过程中观察到这些粉末的溅射增加了。所观察到的GO涂层溅射的增加与另一项使用相同类型涂层的研究结果一致。密度较低的一个可能的解释是,GO涂层只是强调了 MnAl(C)已经存在的溅射问题。要进一步减少这种溅射现象,还需要研究更多的加工参数。
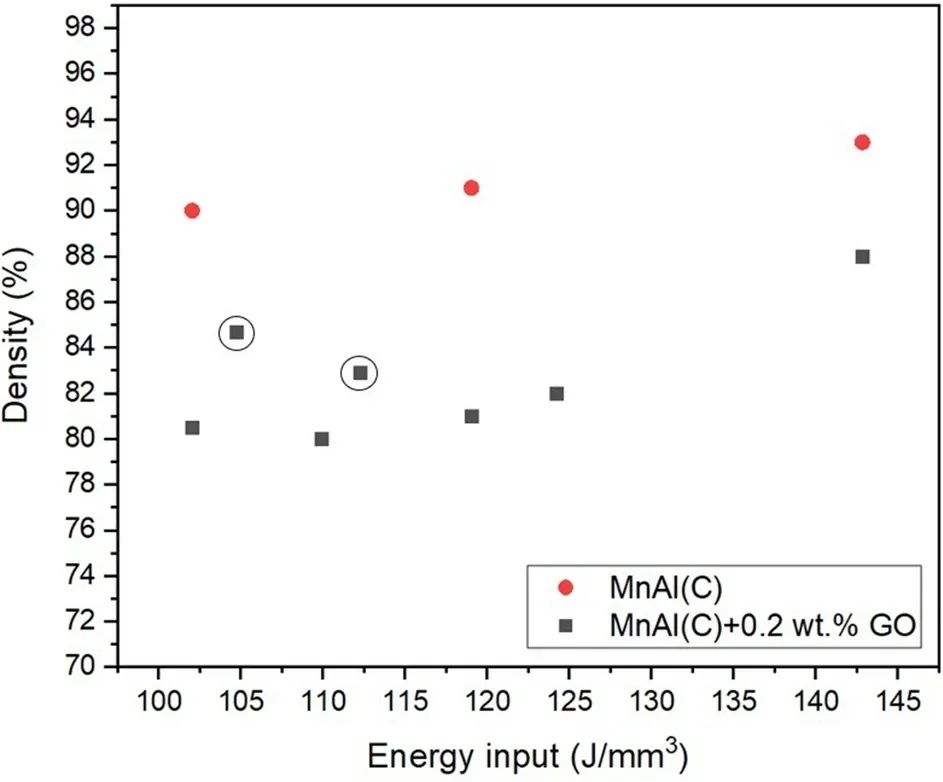
图2:打印件的能量输入与密度对比的加工参数图。
图 3a 和 b 显示了打印部件抛光截面的SEM 显微图。打印后样品抛光截面的高倍扫描电镜图(图 3c、d)显示了一些特征(用红色箭头表示)。裂纹是通过这些较大的特征产生或传播的。但也有一些小的特征与孔隙或裂缝无关。从图 3e、f 可以看出,这些特征似乎是两相区域,其中一相已被胶体二氧化硅的基本抛光悬浮液蚀刻。
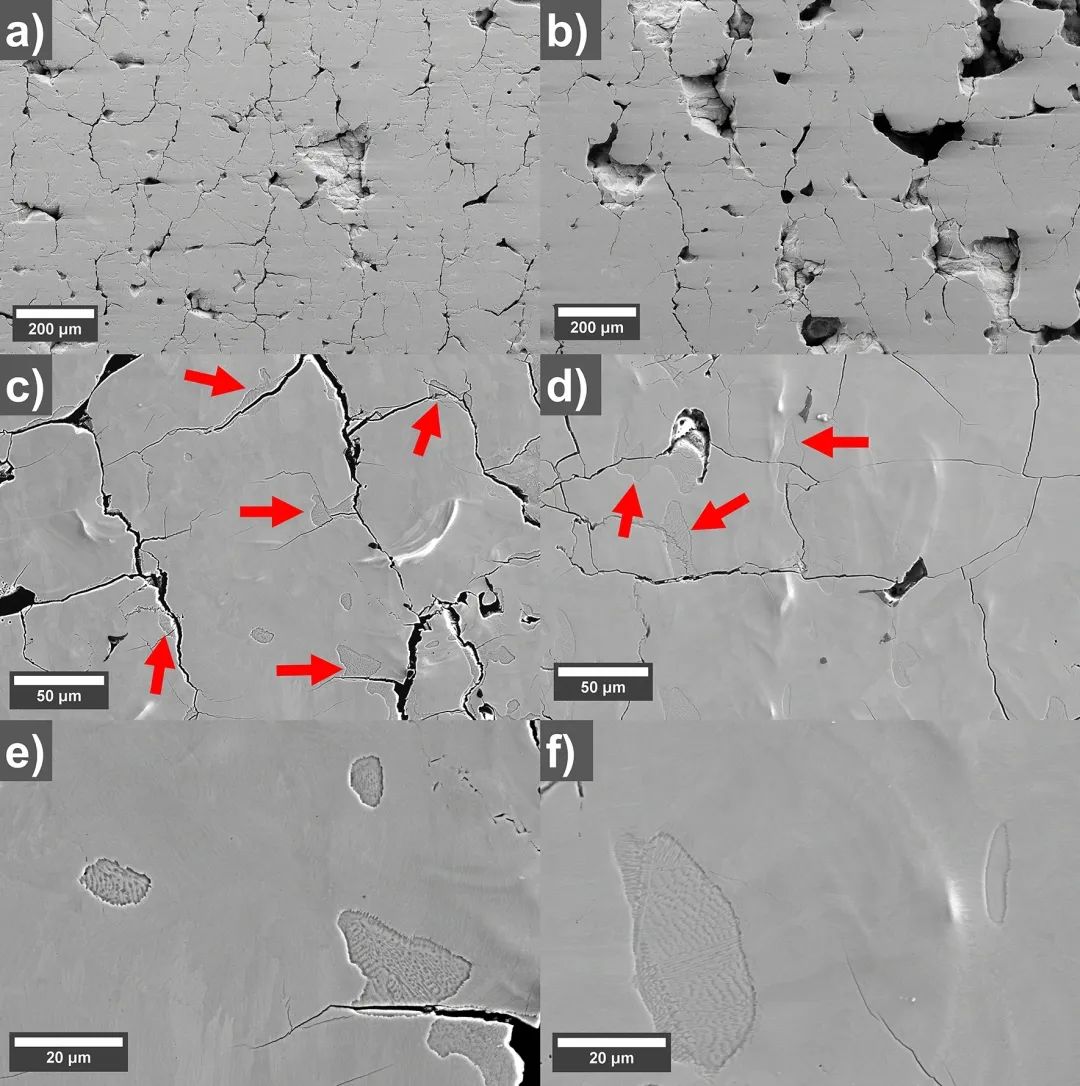
图 3:未涂覆样品(左)(a,c,e)和涂覆了 0.2 wt.% GO 的样品(右)(b,d,f)的抛光横截面的 SEM 显微图。(a、b)低倍显微照片显示了孔隙形态和裂缝数量的差异。(c、d)显示裂纹附近的两相区域(红色箭头所示),(e、f)显示两相区域的详细特征。
打印的未涂层参照物和 0.2 wt.% GO 样品的蚀刻横截面(图 4)显示出蜂窝状结构。
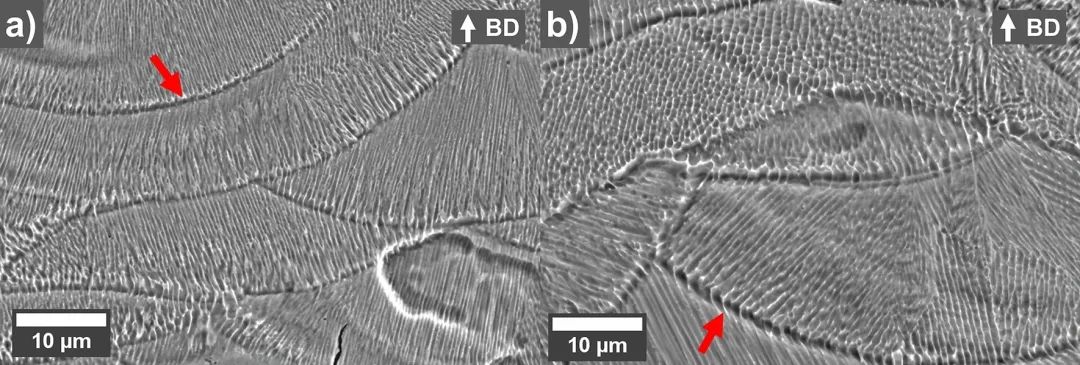
图 4:(a)未涂层参照样品和(b)0.2 wt.% GO 涂层样品的蚀刻横截面的 SEM 显微照片。可以观察到熔池边界(红色箭头所示)和蜂窝状微观结构。图中的生长方向 (BD) 是向上的。
图5显示了退火未涂层参照样品和 GO 涂层样品的高倍扫描电镜。如图所示,抛光的热处理样品(图 5a、b)的横截面与打印后的样品(图3)不同。对于 0.2 wt.% 的 GO 样品,能观察到的这些特征非常少,但对于未涂层的参照样品,能观察到许多特征,这些特征看起来比打印后的样品均匀得多,这表明这不是两相区域,而是纯γ2相。出现差异的原因可能是未涂层参照样品的蜂窝结构更细,导致热处理期间新相的晶粒生长速度不同。退火后,在原样中观察到的蜂窝状结构仍保持某种形式(图5c、d),与退火前相比,未涂层参照样品和涂层样品的蜂窝状结构宽度相似。此外,在这两种样品中仍然可以观察到熔池边界。这说明 5 分钟的退火时间不足以去除打印过程中残留的所有微观结构特征。
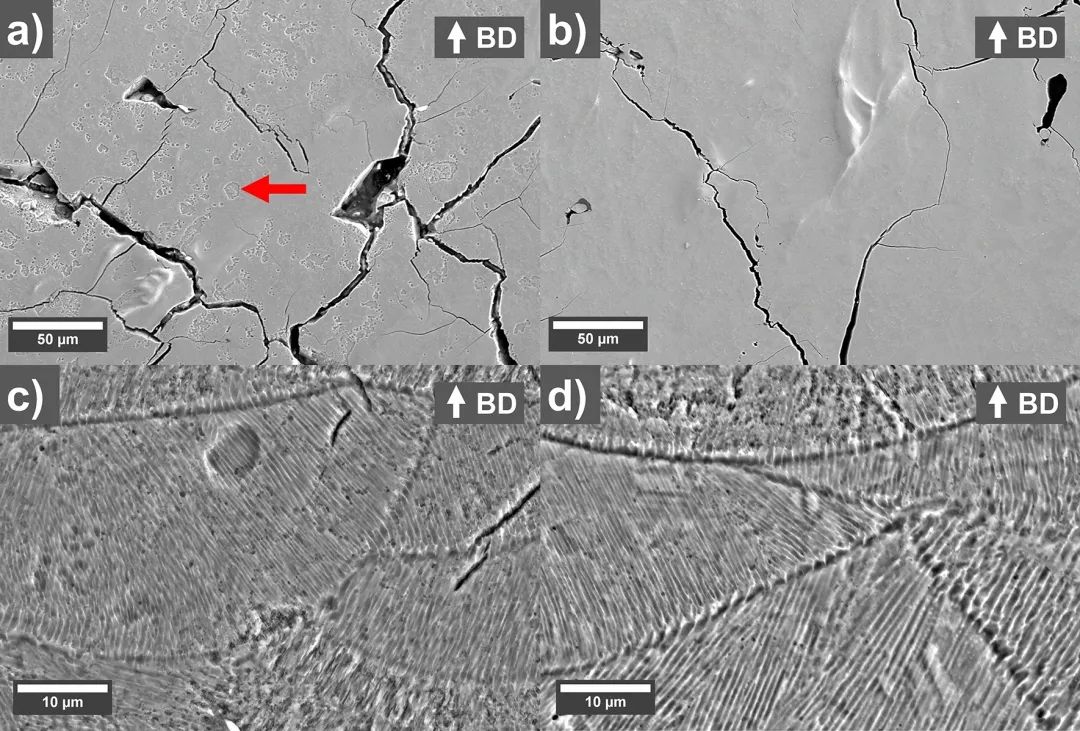
图5:在 560°C 下热处理 5 分钟的退火(a,c)未涂层参照物(左)和(b,d)0.2 wt.% GO(右)部件横截面的 SEM 图(a,b)为未蚀刻横截面,(c,d)为蚀刻横截面。图中生长方向 (BD) 向上。
总之,在 pH 值为 7.4 的湿化学工艺中,利用带正电的天然金属氧化物表面和带负电的GO薄片之间的静电吸引力,将 MnAl(C) 粉末涂覆到氧化石墨烯(GO)上。使用涂有 0.2 wt.% GO 的粉末的 L-PBF 打印部件的开裂现象明显减少。这项研究表明,在不影响磁性的情况下GO 可以作为减少MnAl(C)L-PBF 中裂纹的有效方法。还需要进一步研究如何使用针对涂层粉末进行优化的其他打印参数来减少溅射和增加密度,可能的话还需要研究双重熔融,但第一次和第二次扫描中使用不同的参数。
论文链接:
Tidén, S., Abenayake, H., Löfstrand, J. et al. Crack reduction in laser powder bed fusion of MnAl(C) using graphene oxide coated powders. Sci Rep 14, 1142 (2024). https://doi.org/10.1038/s41598-024-51283-5
本文来自江苏激光产业技术创新战略联盟,本文观点不代表石墨烯网立场,转载请联系原作者。