
一维和二维材料具有出色的电学、热学、光学和机械性能,在能源、传感器和电子领域的应用中变得越来越重要。各向异性填料垂直取向结构的构筑是制备具有电、热和机械功能的先进复合材料的关键途径。切割堆叠、3D打印和外场(电场、磁场)取向等方法往往具有工艺复杂、填料填充上限低、低生产效率等问题,为此,我们提出了膨胀流辅助取向的方法,该方法具有普适性、高生产效率,可用于一维/二维填料在热塑性/热固性复合材料中垂直取向结构的构筑。所制备的复合材料带材具有高面外取向度和高面外热导率。
Vertical Alignment of Anisotropic Fillers Assisted by Expansion Flow in Polymer Composites
Hongyu Niu, Haichang Guo, Lei Kang, Liucheng Ren, Ruicong Lv, Shulin Bai*
Nano-Micro Letters (2022)14: 153
https://doi.org/10.1007/s40820-022-00909-2
本文亮点
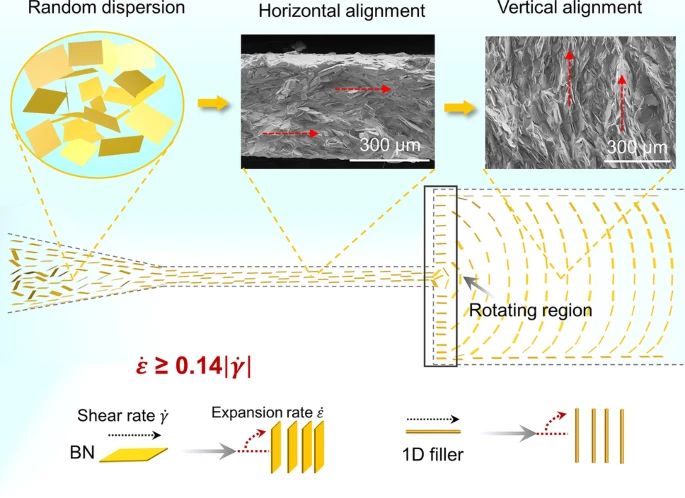
1. 填料粒子通过膨胀微流道时将发生取向反转,基于此,以片状氮化硼为例,通过自制挤出设备实现了垂直取向氮化硼/硅橡胶条带的连续挤出制备, CFD模拟与实验表征表明垂直取向度受复合流体的流变性、挤出流速和微流道形状的影响。
2. 片状氮化硼在复合材料条带中的取向沿曲线分布,即在条带的中心区域氮化硼垂直取向(垂直于流动方向),在条带上下表面氮化硼水平取向(平行于流动方向)。
3.氮化硼垂直取向排列构建了面外方向的导热通路,实现了面外热导率5.65 W/(m·K),通过添加高导热碳纤维热导率进一步提高到6.54 W/(m·K)。
内容简介
一维和二维填料的取向控制对结构材料设计、热管理、能量存储等领域具有重要意义。实现对各向异性填料(如石墨烯、氮化硼 (BN) 和碳纤维)取向的调控仍然具有挑战性。北京大学白树林教授课题组提出了在膨胀流辅助下构建各向异性填料在复合材料中的垂直取向结构(使用片状BN作为概念验证),该方法具有通用、可大规模生产的特点。BN在硅胶中的取向在厚度方向沿曲线分布,包括在中心区域的垂直取向和条带表面的水平取向。由于BN在条带中心区域的垂直取向,获得了高达5.65 W/(m·K)的面外热导率,通过添加沥青基碳纤维复合材料热导率可以进一步提高到6.54 W/(m·K)。膨胀流辅助取向法可以扩展到制备各种一维和二维材料填充的聚合物复合材料,在电子和储能设备中具有广阔应用前景。
图文导读
I 膨胀流辅助挤出过程的微结构分析
V-BN/SG条带的制备包括三个步骤:BN/SG油墨的配制、BN/SG油墨通过膨胀微流道挤出以及在传送带上原位热固化。图1a显示了通过牵引和快速热固化实现 V-BN/SG 带材的连续生产。窄流道可实现氮化硼的高度水平取向,而窄流道出口处产生的高膨胀应力可使BN片向垂直方向旋转。制备的 V-BN/SG条具有优异的柔韧性(图1c)。BN/SG 条的长度、厚度和宽度分别取决于墨量、出口高度和模具宽度。
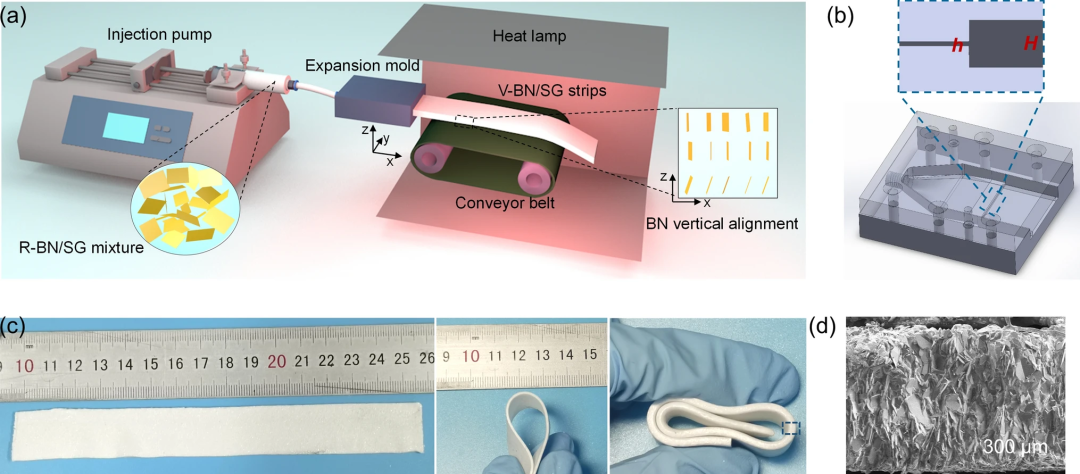
图1. 柔性垂直取向V-BN/SG 条带的制备。(a)自制挤出装置示意图,由注射泵、膨胀模具、传送带和加热灯组成;(b) 膨胀模具和微通道高度从小 h 到大 H 变化的插图;(c) 制备的长度和厚度可控的柔性 V-BN/SG 条带;(d) 60V-BN/SG (0.2-2)带材(0.5 mm厚)的截面SEM图像,通过切除顶部和底部表层获得。
为了确认BN片的取向结构和旋转过程,进行了样品纵向(x-z平面)和横向(y-z平面)的SEM表征(图2a)。60V-BN/SG(0.2-2)条带的纵向SEM图像(图2b)可以分为三个区域,即水平区域(b₁)、旋转区域(b₂)和垂直区域( b₃)。在水平区域(b₁)中,由于强剪切应力,BN片平行于狭窄的通道壁排列。在旋转区域(b₂),BN在膨胀应力作用下在距宽通道入口 ~ 500 μm范围内完成旋转。BN片在靠近中心线 (b₃) 处显示出高度垂直排列,并逐渐向靠近通道壁 (b₄) 的水平方向旋转,证实了BN取向沿曲线分布(图 2b)。横向 SEM 图像也证实了靠近顶壁或底壁的水平排列层(图 2c,b₄)。薄层可能由一层或两层排列的BN组成,其厚度可能取决于添加剂、油墨的流变性和加工参数。
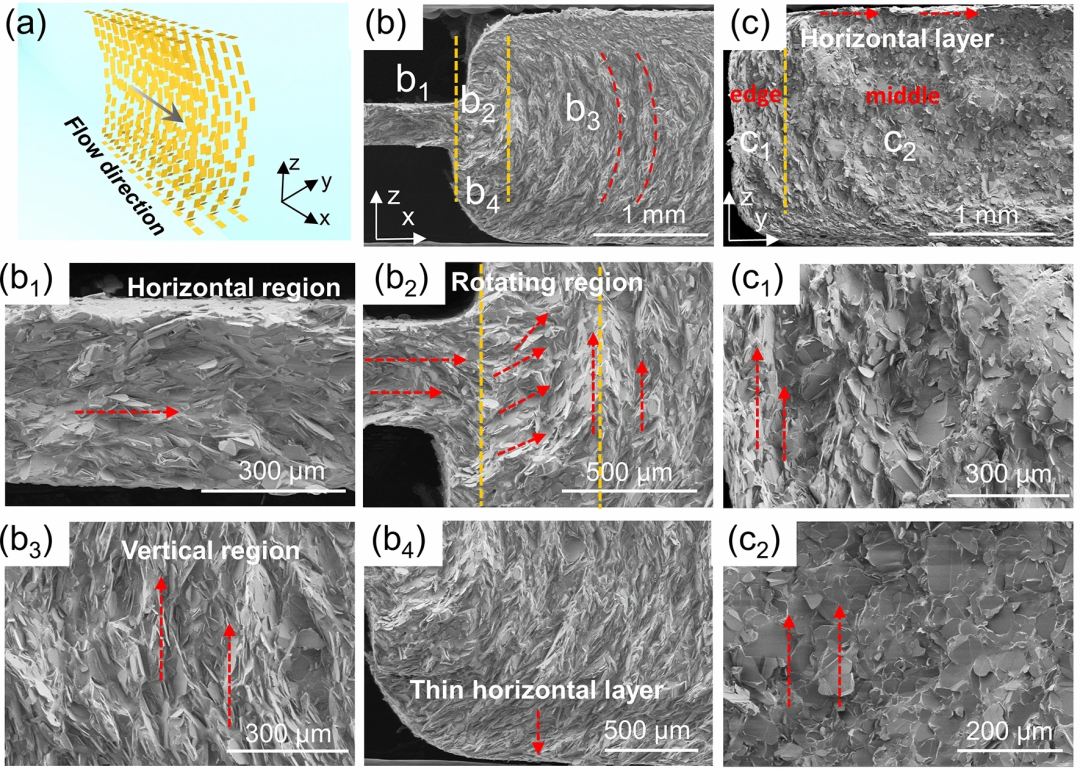
图2. 60 V-BN/SG (0.2-2) 条带的纵向和横向形貌。(a) BN在膨胀模具中的排列示意图;(b)纵向视图(x-z平面)显示 BN 在膨胀微通道中的旋转排列,分为水平区域 b₁、两条黄线之间的旋转区域 b₂、垂直区域 b₃、水平层 b₄;(c)横向视图(z-y平面)显示边缘 c₁ 和中间区域 c₂ 中BN平面的取向差异。
为了理解BN在膨胀模具中的取向过程,通过CFD模拟分析了膨胀通道中的速度场。根据先前关于膨胀流辅助取向的模拟和实验,膨胀速率会使填料向垂直方向旋转,而剪切速率倾向于使填料向平行方向旋转。膨胀率和剪切率的相对值是填料旋转的原因,选择ε ̇⁄|γ ̇ | ≥0.14的区域代表垂直排列的区域。x = 10.5 mm处的红色区域( - 0.25mm ≤ y ≤ 0.26mm)与图2b中的垂直取向区域吻合。BN片在膨胀微流道中的挤出和旋转过程如图3c所示。当BN片在收缩而狭窄的通道中流动时,由于高剪切速率,它们沿流动方向取向。由于大的膨胀率(图2c),BN片将在宽流道入口处垂直于流动方向,并在向下流动时保持取向。通过CFD计算研究了速度轮廓对垂直取向区域面积和取向演变的影响。流体在流道中的流动属于层流。在距离狭窄通道出口2mm处的速度分布是非抛物线,符合剪切变稀流体的特征,即中心区域的速度恒定,而靠近通道壁的速度急剧下降。中心区域的恒定速度有利于流道中BN取向结构的保持。通过调控油墨的流速或粘度可以对恒定速度区域进行调整。由于挤出过程涉及到水平取向到垂直取向的转变,因此垂直取向度受到水平取向度影响。
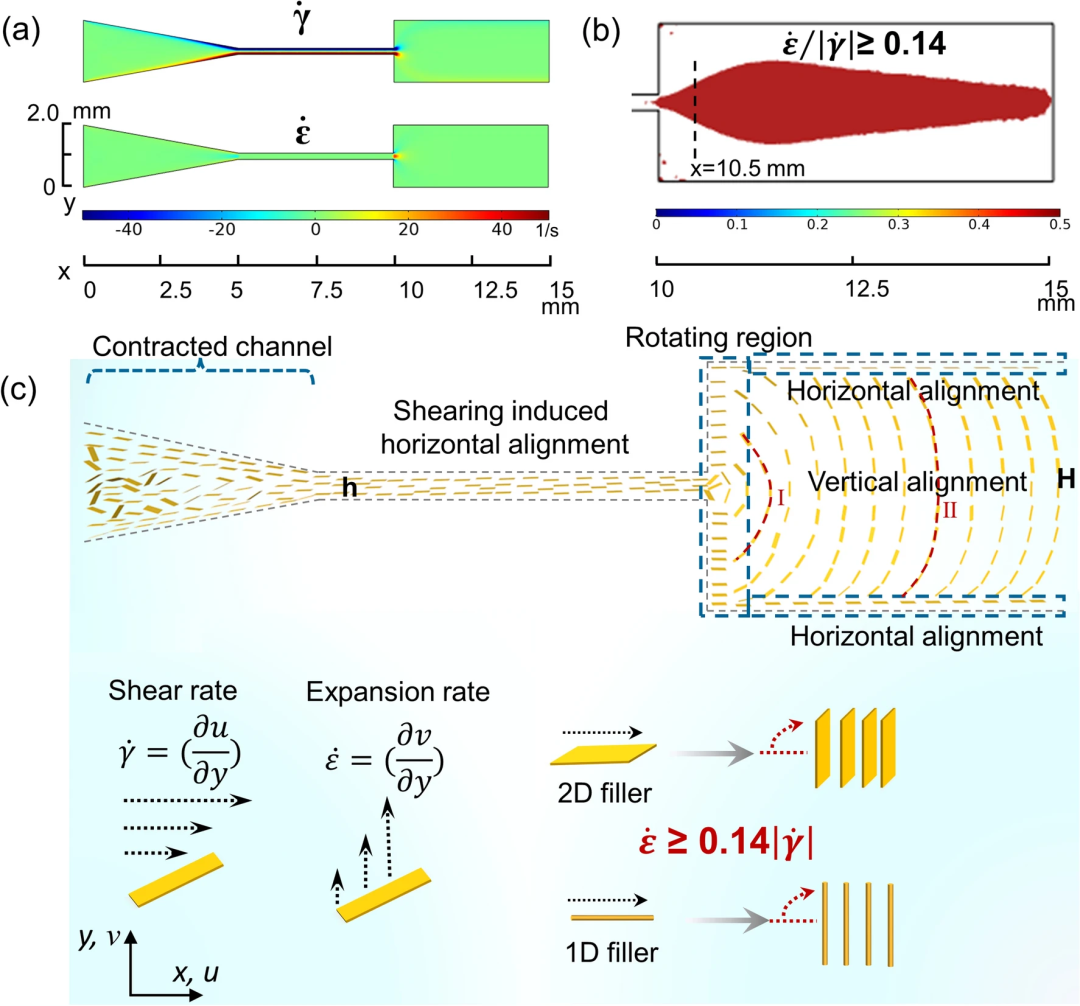
图3. 膨胀流辅助垂直取向机理研究。(a),(b) CFD计算的剪切速率、膨胀速率以及膨胀和剪切速率之比;(c) BN从平行到垂直于流动方向的旋转过程示意图。
II BN/SG流变性表征
BN/SG油墨的流变特性对于V-BN/SG条带的顺利挤出至关重要,其流变性与硅油的特性、BN尺寸和含量有关。使用透明模具来可视化 BN 挤出过程(图 4a)。观察到BN/SG 油墨从模具的圆形入口流出并逐渐向宽度方向流动,直到完全填充模具。流过窄流道后,最初观察到波浪状条带,然后形成连续V-BN/SG条带。超高和超低粘度的油墨不利于BN/SG带材的挤出,原因如下:高粘度会导致堵塞;低粘度的油墨在挤出后无法保持完整的形状,甚至导致结构坍塌。图4b显示,BN含量为50 wt%的油墨无法保持其形状,而填充52 wt% BN的条带边缘光滑且完整。因此,52 wt%的BN被认为是本实验连续生产V-BN/SG带材的临界含量。为了评估油墨的可挤出能力,对不同BN含量的油墨进行流变测量。图4c表明,所有油墨都表现出明显的剪切变稀行为,这有助于高粘度BN油墨流过窄微流道。BN/SG油墨的粘弹性对挤出的V-BN/SG 条带的形状和结构保持至关重要。
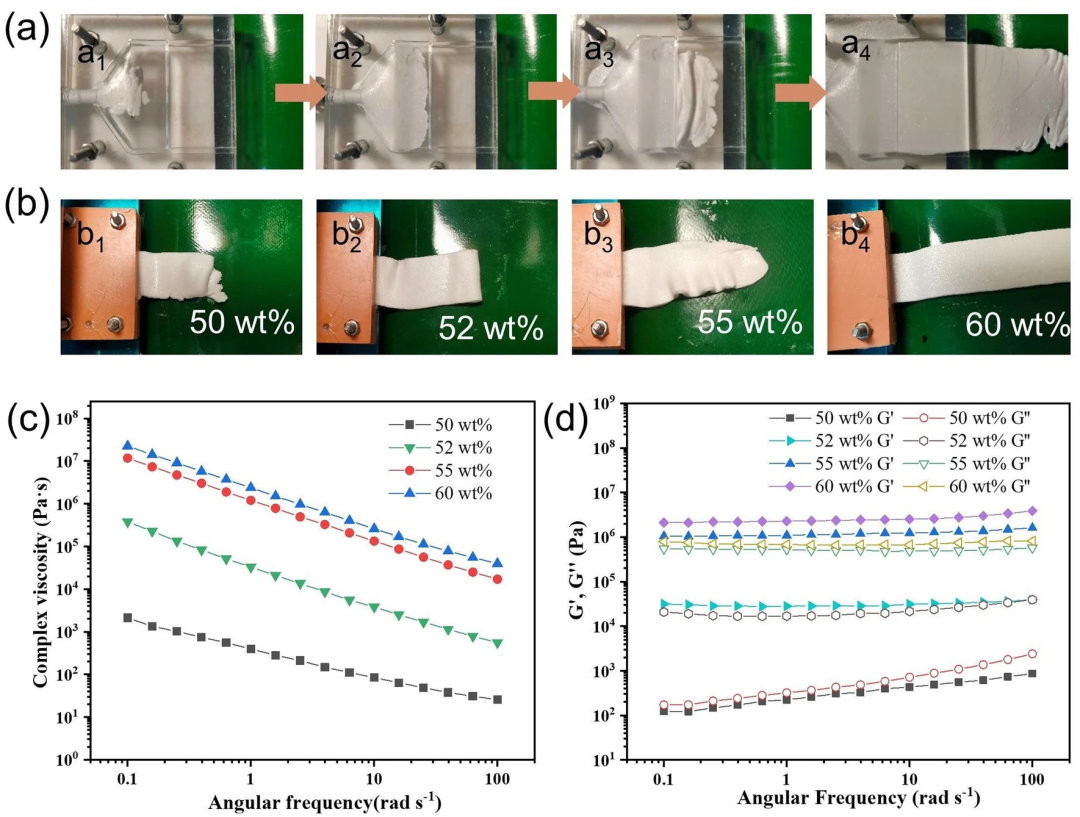
图4. BN/SG油墨的流变性能和加工性能。(a) 60 wt% BN/SG 油墨在膨胀模具中的流动;(b)不同BN含量油墨的挤出;不同BN含量油墨的(c)复数粘度与(d)储能模量(G’)、损耗模量(G”)随角频率的变化。
III 取向度表征
为研究膨胀流道形状对垂直取向结构的影响,通过2D WAXS分析定量评估了60 V-BN/SG条的取向度。有三种膨胀模具(0.2-2、0.2-1、0.4-2)。对于 60 V-BN/SG(0.2-2)条带,x-y和x-z平面的2D WAXS图案在子午线处显示出强烈的(002)反射(图 5a)。这些结果表明BN的基面确实垂直于膨胀通道中的流动方向排列。0.2-2模具的取向因子为 ~ 0.43,0.4-2 模具的取向因子为 ~ 0.40,略低于模具 0.2-2(图 5b),这可能是因为0.4mm流道中的剪切速率小于0.2mm流道中的剪切速率(图5d)。对于 0.2-1 模具,宽通道中较大的剪切速率可能会破坏垂直取向结构,因此与 0.2-2 模具相比,垂直取向度较差。综上所述,在旋转区域,宽流道中的垂直取向度与膨胀/剪切速率比以及窄流道中的水平取向度呈正相关。在宽流道的其余部分,剪切速率可能在颗粒取向演变中起主要作用。
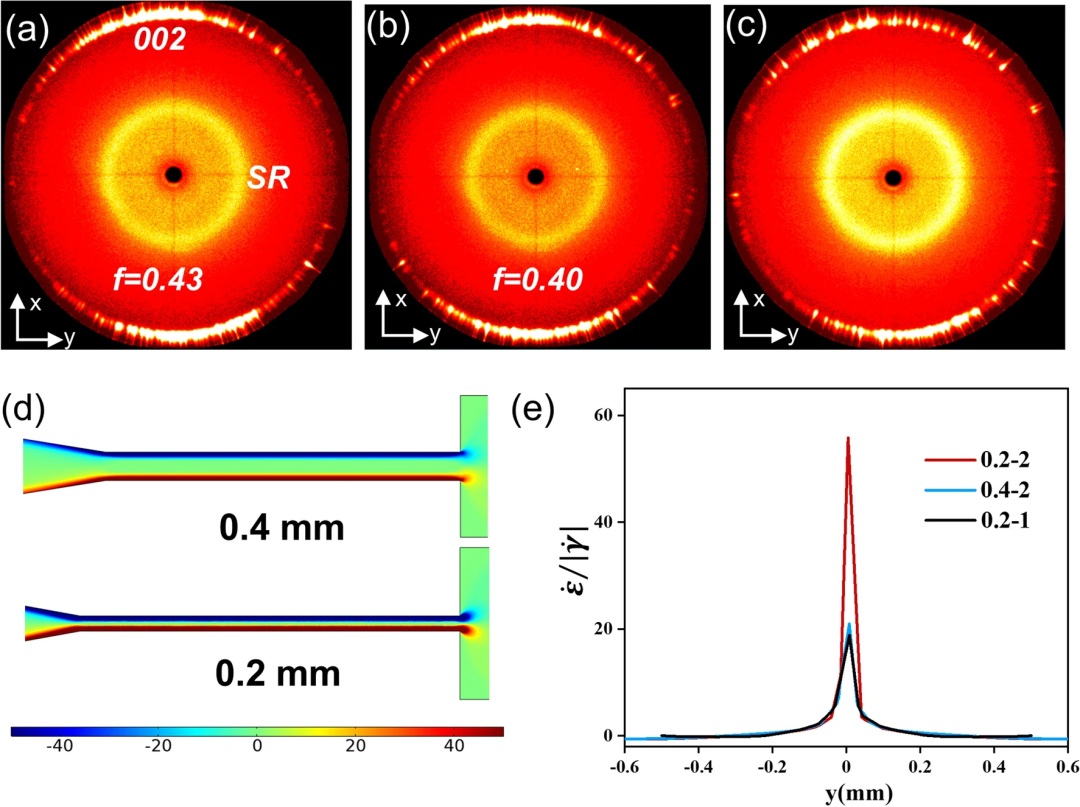
图5. 不同形状膨胀模具的取向分析与比较。由膨胀模具制备的60 V-BN/SG 带材的x-y平面的 2D WAXS 图,(a) 0.2-2,(b) 0.4-2,(c) 0.2-1;(d)沿 0.2和0.4 mm微流道计算的剪切速率分布;(e)不同形状模具在x = 10.5 mm 处的速率比随宽通道位置y的变化。
IV BN/SG条带的导热性能表征
BN/SG条带由中心垂直取向的BN和表面水平取向层组成,具有连续和可推广生产的特点,有望用于电子设备的热管理。图6a显示了V-BN和R-BN复合材料的面外热导率(TC)随着BN含量的增加而逐渐增加,而使用膨胀流辅助挤出制备的复合材料热导率总是大于无规共混复合材料热导率。2 mm厚的60V-BN/SG(0.2-2)显示出高达3.80 W/(m·K)的面外 TC,远超过了仅具有1.01 W/(m·K)的无规混合BN复合材料的热导率。60V-BN/SG (0.2-2) 在 2 mm 厚度下的热传导受到抑制,因为靠近顶部和底部的热阻很大。因此,通过切除底部和顶部表面层直到厚度减小到0.5 mm,其面外TC进一步增加到5.65 W/(m·K)(图 6b)。模具形状对复合材料的面外TC有重要影响(图 6b)。结果表明,使用0.2-2和0.4-2模具制备的60 V-BN/SG带材的面外TC存在微小差异。然而,60V-BN/SG(0.2-1)的面外TC仅为2.51 W/(m·K)(1 mm厚),远低于其他模具制备的复合材料。当添加10 wt% CF时,由于CF的TC较高,V-BN/SG(0.2-2)(1mm)的面外TC从4.55增加到6.54 W/(m·K)。因此,认为膨胀流辅助方法可以通过使用具有更高TC的填料(例如石墨烯和碳纤维)来实现更高的面外TC。
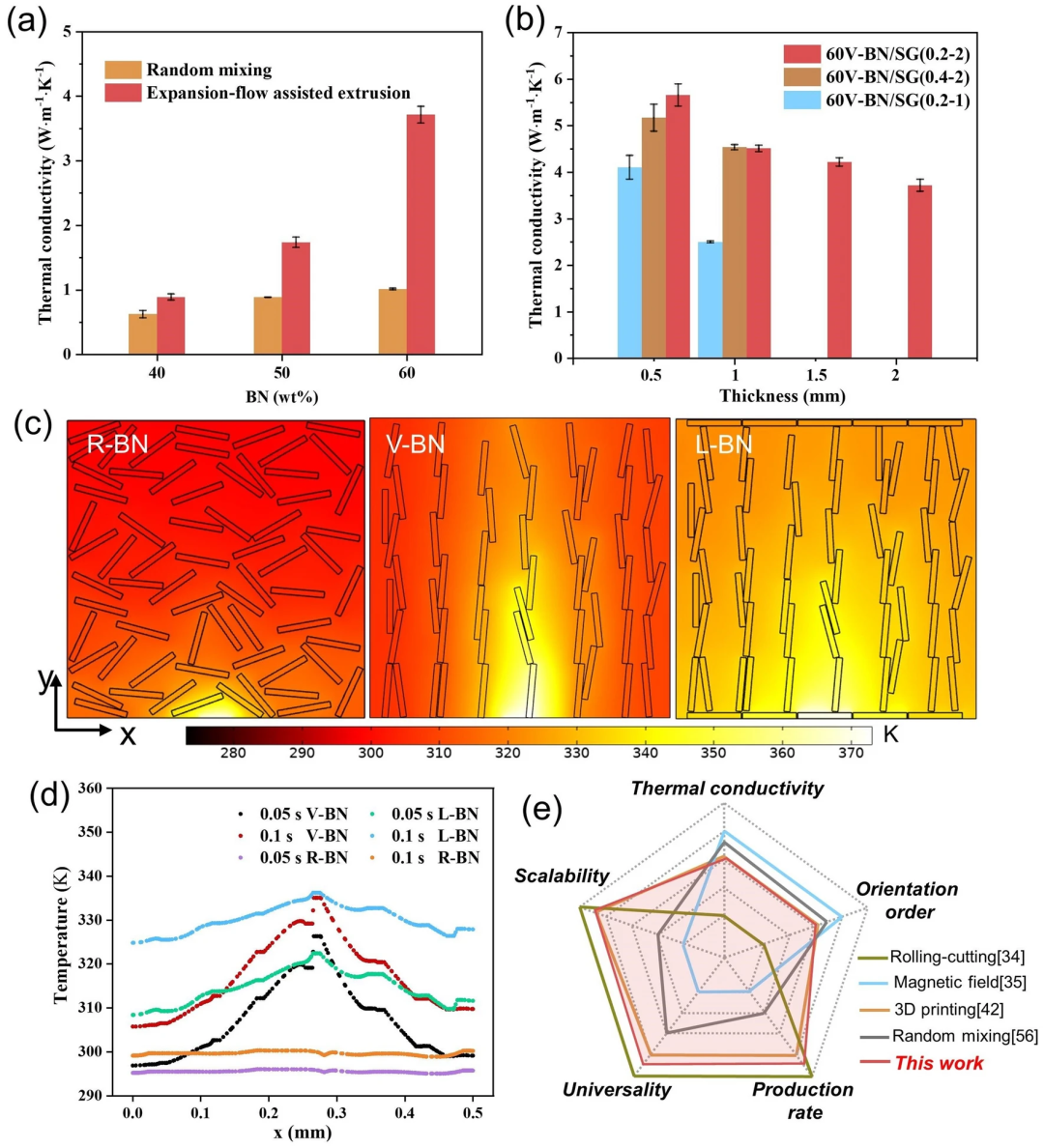
图6. V-BN/SG 条带的导热性能。(a) BN/SG带材的面外热导率与填料含量的关系;(b) 由三种模具制备的V-BN/SG带材的面外热导率随样品厚度的变化;(c) 随机分散的BN (R-BN)、垂直排列的 BN (V-BN) 和梯形结构 BN (L-BN) 结构在局部热源加热 0.1 s下的传热模拟比较;(d)三种模拟结构中间高度温度分布;(e)本工作与报道的BN复合材料制备的工作的定性比较。
通过电池装置评估了60V-BN/SG(0.2-2)的导热性能。IR图像显示,在放电(4.94C)过程中,装载TIM的电池组顶面温度始终低于未装载TIM的电池组,表明从电池到金属外壳的热传递更快(图7b)。对于放电(4.94C)-充电(1.4C)循环(图7e),第三个循环的温差为 ~ 6.7°C,表明电池组在60V-BN/SG(0.2-2)TIM辅助下具有显著的散热优势。
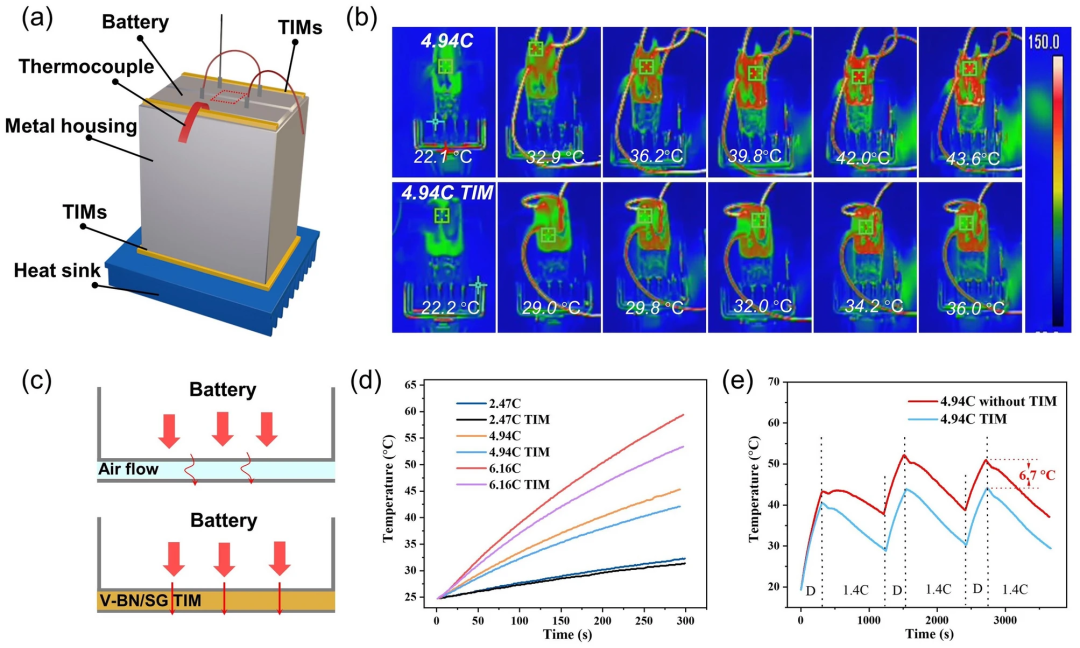
图7. 60 V-BN/SG(0.2-2)条带的电池散热性能表征。(a)电池包中 TIM 温度测量系统的示意图;(b) 在室温4.94C放电速率下,装载与不装载V-BN/SG作为TIM的电池顶面的IR图像;(c)用于桥接电池和金属外壳的TIM传热示意图;在2.74C、4.94C、6.16C放电速率下,通过热电偶测量的(d)电池表面温度与时间的关系,以及(e)在三个充电(1.4C)-放电(4.94C)循环期间的温度变化。
作者简介

牛红雨
本文第一作者
北京大学 博士研究生
▍主要研究领域
导热绝缘复合材料的制备及其在热管理中的应用。

白树林
本文通讯作者
北京大学 教授
▍主要研究领域
粒子填充高聚物导热导电多功能纳米复合材料,纤维增强热塑性复合材料的制备、性能及工程应用。
▍主要研究成果
北京大学材料科学与工程学院教授,北京大学材料科学与工程学院新结构材料研究所常务副所长,军委装发部军用先进材料专业组专家,中国复合材料学会导热专业委员会/船舶与海洋工程专业委员会副主任委员,Nano Materials Science, Editorial Board杂志编委。2004年入选教育部新世纪优秀人才支持计划。发表140余篇期刊学术论文,获批专利9项,承担多项国家级科研项目。
▍Email:slbai@pku.edu.cn
本文来自nanomicroletters,本文观点不代表石墨烯网立场,转载请联系原作者。