
【论文链接】https://doi.org/10.1021/acs.iecr.2c02634
【作者单位】伯明翰大学
【论文摘要】
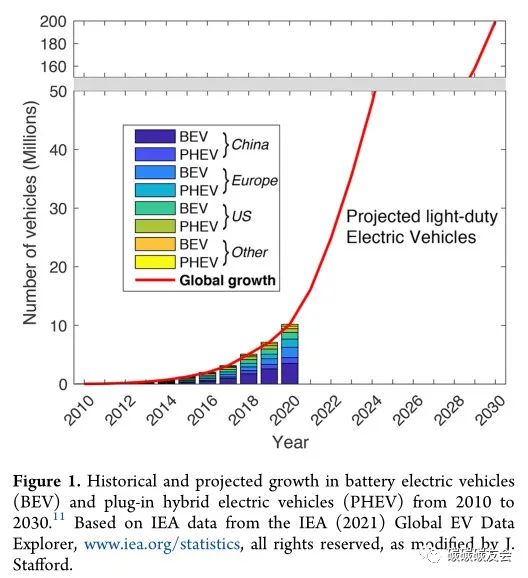
随着各国致力于减少交通部门的温室气体排放,全球正在向电动汽车 (EV) 转变。随着这种快速增长的持续,围绕如何可持续地管理来自包含宝贵稀土和关键材料的报废锂离子电池所产生的大量废物的重大挑战仍然存在。在这里,我们表明水性表面活性剂中的高剪切剥离可以将从EV回收的废石墨阳极升级为几层石墨烯分散体。
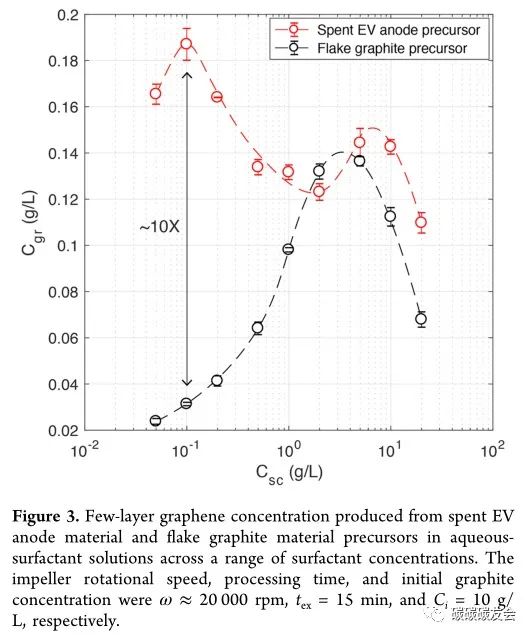
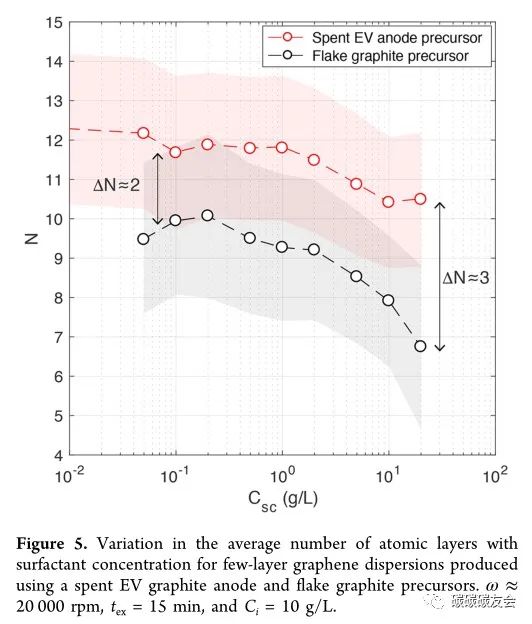
对于相同的流体动力学条件,我们报告使用废石墨阳极作为前体材料比高纯度石墨片高 37.5% 的工艺产率。当表面活性剂浓度增加时,平均原子层数以与高纯度前体类似的方式减少。我们发现使用石墨片前体生产的几层石墨烯的电导率更高,并确定了使用表面活性剂水溶液作为废石墨阳极材料的剥离介质时的局限性。
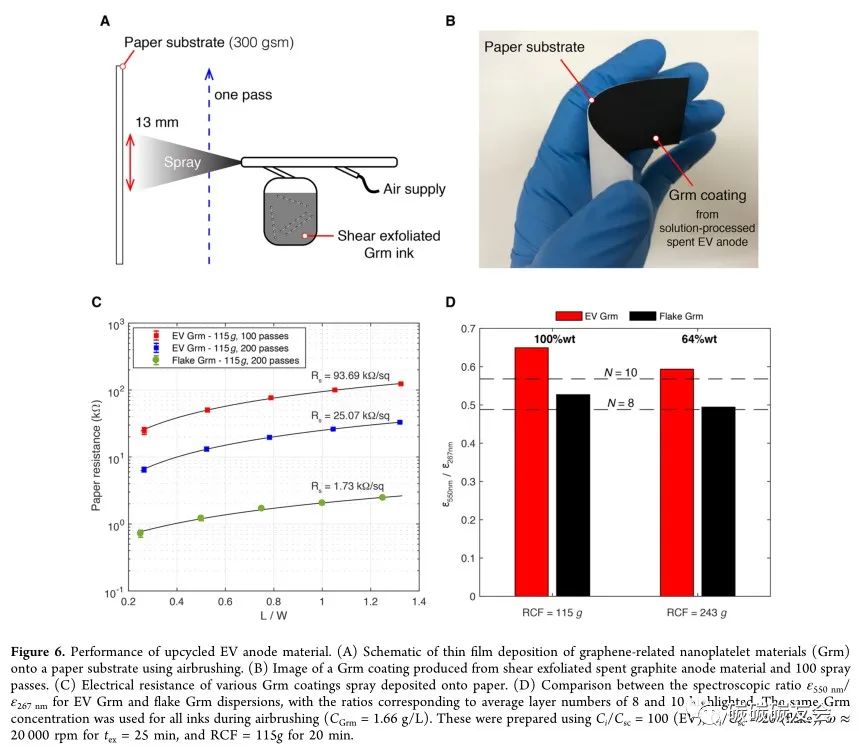
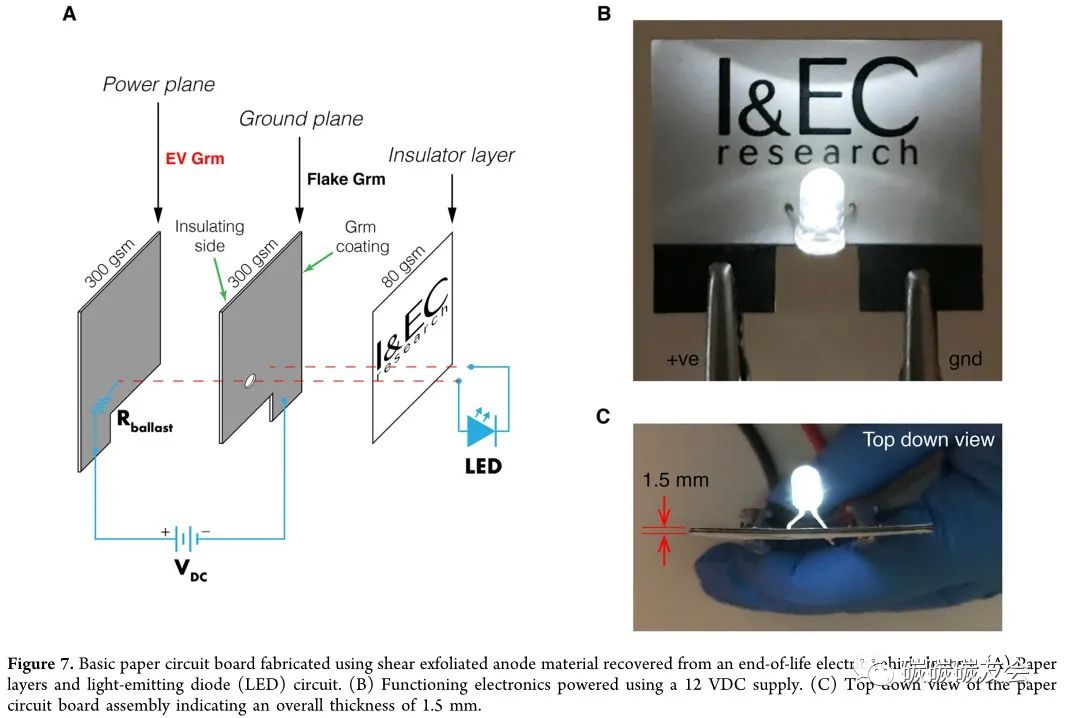
使用这些无毒的可溶液处理的纳米材料分散体,制造了功能性纸基电子电路板,展示了将用过的 EV 阳极进行端到端、环境可持续升级再循环为新技术的潜力。
【实验方法】
电动汽车石墨回收:
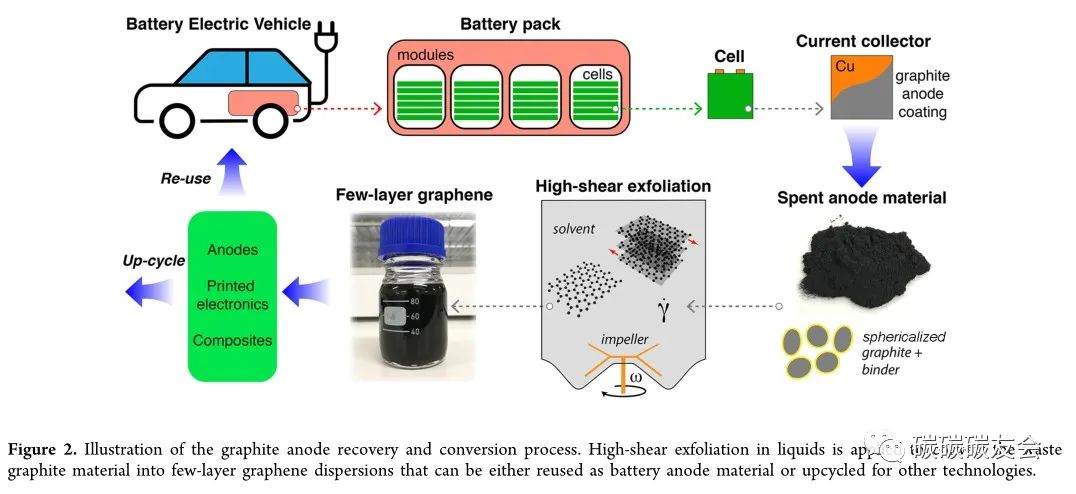
废石墨负极材料是从日产Leaf(第一代)中回收的。图显示了电池故障到电池级别的情况。通过马歇尔等人描述的电池拆卸过程,从铜电流收集器中回收了石墨。车用电池被认为处于寿命结束(2.5V),并放电到0%的荷电状态。得到的阳极黑色质量粉末包含石墨材料和粘结剂(聚偏氟乙烯,PVDF),估计含量<5wt%。用激光衍射仪测量了平均粒径为21μm的体积中值。以前使用扫描电子显微镜的观察证实,在阳极黑色质量中有大量直径为∼20μm的颗粒。
几层石墨烯的合成:
用去离子水(5MΩm)和胆酸钠将从电动汽车阳极中回收的石墨分散在水-表面活性剂溶液(V=160mL)中。粘结剂保留在开始的石墨材料中,用于研究合成,而不需要任何需要有毒溶剂(如NMP)从石墨中清洗PVDF的前处理步骤。使用直径70 mm、高度95 mm的圆柱形搅拌容器和异形底座对分散体进行高剪切剥离(图2)。一个直径D=55 mm的四叶叶轮以ω=20000±1500rpm(350w)的速度旋转,在容器内产生湍流(Re=ρωD2/μ≈106)和105 s−1. 这一转速被选择为高于从石墨片中剥离几层石墨烯所需的临界标准104 s−1。
为了避免电机和液体分散体过热,叶轮旋转1分钟,然后关闭5分钟。在关闭期间,容器被冰包围,并放置在−20℃的冰箱内的容器中,这确保了分散体在每1分钟处理间隔开始时保持在室温下。总共进行了15次工艺间隔,使得进行的每一次材料合成的总工艺时间tex=15分钟。
最后,以高纯石墨为基准,对废旧电动车负极材料的剪切剥离上行循环工艺的性能进行了评价。选择石墨片是因为它们是文献中用于生产少量石墨烯的最常用的前体材料之一。进行了激光衍射测量,发现这些鳞片的体积平均粒度为550μm。相同的材料制备、高剪切剥离和后期生产步骤如方法一节中所述。
【图文摘取】
【主要结论】
这项工作表明,水性表面活性剂中的高剪切剥离是将电动汽车废石墨阳极升级为可溶液加工石墨烯的可行方法。
发现纳米材料的产率与使用高纯度石墨片作为前体获得的产率相当,并且在大多数情况下高于该产率。使用这种升级回收方法回收的最大浓度比从石墨片中获得的少层石墨烯的峰值浓度高 37.5%。通过证明剪切剥离的可行性,这项工作表明其他使用天然石墨前体(例如 10-100 wt%)实现高产率的剪切剥离技术也可以以类似的高产率处理用过的电动汽车阳极。
然而,值得注意的是,要实现电动汽车废阳极的经济升级回收,必须对该技术进行重大改进。光谱测量表明,当使用高纯度石墨片前体时,水性表面活性剂分散体中的平均原子层数减少2至3个原子层。球形石墨形态与 PVDF 粘合剂的存在一起影响产量,特别是在Csc < 10 mM的低表面活性剂浓度下。在高于此的浓度下,表面活性剂会影响升级回收的产品浓度和层数,类似于从石墨薄片剥离的少层石墨烯。
最后,我们研究了使用升级回收的石墨烯相关材料来制造纸质电子产品。由升级回收材料形成的薄膜的薄层电阻要高一个数量级,这可以通过使用替代溶剂去除粘合剂和任何添加剂来解决。然而,所提出的水基液体加工技术的环境可持续性优于化学处理或传统的有毒溶剂使用。
此外,锂离子电池还使用不同的可溶于水的粘合剂(例如,羧甲基纤维素)和石墨源(例如,天然、合成),这在不牺牲高剪切升级回收过程的可持续性的情况下提供了改进的机会。
本文来自碳碳碳友会,本文观点不代表石墨烯网立场,转载请联系原作者。