

背景介绍
作为一种新兴制造技术,3D打印提供了高度的设计自由度和高效的产品开发效率。但用于打印高性能3D结构的可回收可再生油墨的开发仍是一项巨大的挑战。作为最常用的用于基于光聚合(VPP)的3D打印技术的油墨,光活性丙烯酸酯具有高光反应性、打印适性以及打印对象的良好机械和热特性。但其通常由不可再生的石油基化学品合成。
大豆油作为生物质前体资源丰富且成本低廉,其主要由甘油三酯组成,但由于其不饱和双键位于脂肪酸链内部,导致其光反应性较低。为提高其光反应性,可将其改性为丙烯酸化环氧大豆油(AESO),但改性后又伴随着机械性能的损失。另一方面,基于VPP的3D打印的管状结构在细胞分离和纳米材料合成方面显示出巨大潜力,但由于所使用的透明树脂材料的光穿透深度相对较大,常导致通道堵塞。因此,亟需一种既能增强机械性能又可充当光吸收剂的纳米填料。闪光石墨烯(FG)是通过闪光焦耳加热(FJH)工艺从多种类型的碳源中生产出来的。作为一种石墨材料,它具有较高的表面积,并通过提供增强界面来提高主体材料的机械性能。此外,FG可有效吸收包括紫外线在内的光线,从而显示出防止过度固化的潜力。
基于此,美国莱斯大学James M. Tour和美国密苏里大学Jian Lin所在团队制备了可作为3D打印油墨的FG/大豆油基生物复合材料。该材料可用于轻质声学元结构等的制造,打印的3D结构在承重和消音等应用中表现出良好特性,并可节约原料的使用。其中,FG可改善材料的机械性能和打印适性;材料的碳源来自二氧化碳,并可通过FJH工艺实现循环利用。
图文解读
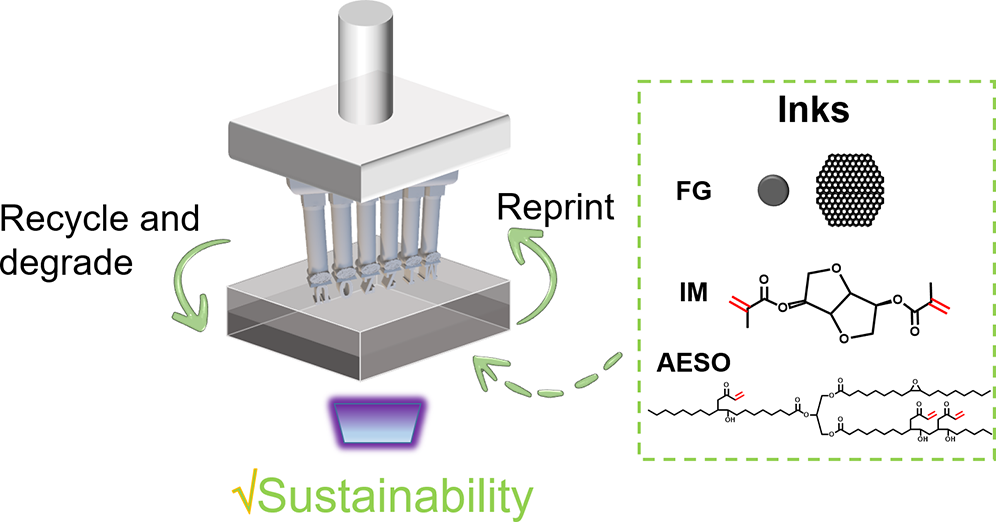
如Fig. 2a所示,经甲基丙烯酸酐通过酯化反应改性后,异山梨醇的羟基峰消失,C=C键峰出现,此外,甲基丙烯酸异山梨醇酯(IM)中不存在酸酐酯C=O键。FG由冶金焦炭制成,产率为97%。XRD表征显示,其分别在26.1°和45°处显示出(002)和(101)的高峰(Fig. 2b)。FG在树脂中表现出优异的分散性(Fig. 2c),含0.8 wt%FG的树脂样品在室温下的粘度<1.3 Pa·s(Fig. 2d),表明其满足VPP要求。
为验证IM中刚性芳环可提高机械性能的假设,作者调整了纯AESO/IM树脂中IM的摩尔比。Fig. 2e、f表明,当AESO/IM树脂中AESO与IM的摩尔比从1∶1(A1-I1)调整至1∶4(A1-I4)时,拉伸强度(σT)从11.03增加到29.17 MPa,杨氏模量(E)从0.20增加到1.14 GPa。当在AESO/IM树脂中添加FG后,生物复合材料的σT和E均有所增加。如Fig. 2g、h所示,当添加0.6 wt% FG时,AESO/IM/FG生物复合材料的σT达到最大值,与纯A1-I3树脂的打印产品相比,平均提高42%。当FG为0.8 wt%时,E提高了232%,即从0.77 GPa提高到2.56 GPa。
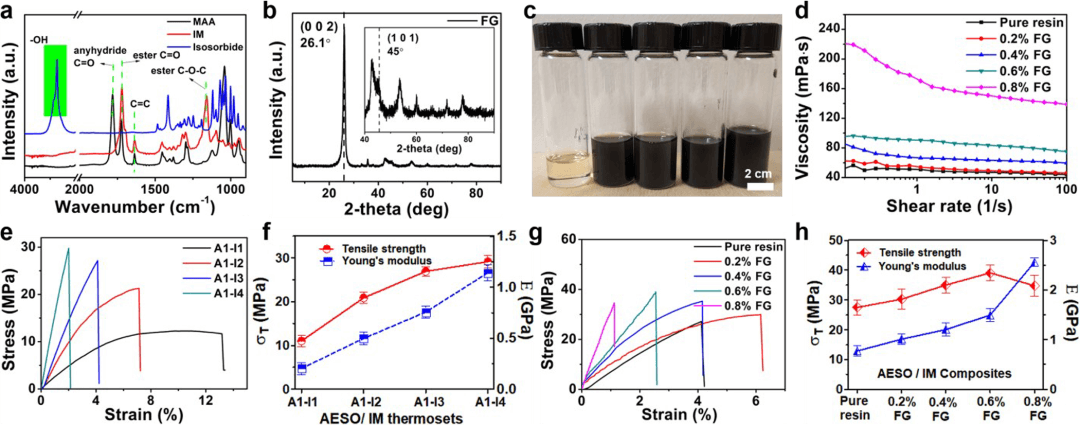
Fig. 2. (a) FTIR spectra of IM, MAA, and isosorbide. (b) An XRD spectrum of FG. (c) A photograph of a pure AESO/IM resin and AESO/IM/FG resins with FG weight ratios ranging from 0.2 wt% to 0.8 wt%. (d) Viscosity-shear rate curves of the AESO/IM/FG resins with different FG weight ratios. (e) Stress-strain curves of the pure AESO/IM biopolymers with AESO-to-IM molar ratios of 1:1 (A1-I1), 1:2 (A1-I2), 1:3 (A1-I3), and 1:4 (A1-I4). (f) Tensile strength (σT) and Young’s modulus (E) of biopolymers. (g) Stress-strain curves and (h) tensile strength (σT) and Young’s modulus (E) of the biocomposite with varied FG weight ratios ranging from 0.2 to 0.8 wt%.
随后,作者设计了一个尺寸约为原始卡塔尔国家会议中心(QNCC)十分之一的结构(Fig. 3a)。其在拉伸和压缩下的应力-应变行为如Fig. 3b所示,E由图中曲线的线性部分获得。Fig. 3c为通过优化算法获得的具有树状结构的渲染设计图,随后使用所开发的生物复合材料进行3D打印(Fig. 3d)。该结构通过拓扑优化在满足坚固、轻质的同时,减少了原材料的使用。此外,作者还制备了一种具有网格结构的声学元结构(Fig. 3e,f),这种结构可在目标频率范围内控制声音吸收。如Fig. 3g所示,与固体结构的低频吸收(在2000 Hz达到峰值)相比,所制造的材料具有极高的声音吸收性能(图中约3600 Hz处起)。
Fig. 3. (a) Design domain and boundary conditions of a topology-optimized structure for roof support inspired by QNCC. The dark gray portion is a passive (nondesignable) region that represents the roof to be supported, while the light gray portion is the design domain where the optimized structure will be designed. (b) Tensile and compressive stress-strain curves used to determine an equivalent Young’s modulus and tensile and compressive yield strength. (c) A rendered 3D model by the optimization algorithm. (d) Photograph of the rendered 3D model biocomposite structure. (e) A rendered acoustic 3D metastructure model. (f) Photograph of the 3D-printed metastructure. (g) Acoustic absorption of empty, lattice, and solid structure. Objects shown in d and f were printed from inks made of A1-I3 and 0.6 wt% FG.
作者通过在3 wt%的碱性水溶液中降解生物复合材料研究了油墨的可回收性。如Fig. 5a所示,降解主要由碱性条件下酯基的水解引起。由A1-I3和0.6 wt%的FG制成的生物复合材料在浸泡140 min后完全降解。降解后的最终产物为甘油、异山梨醇、脂肪酸盐和以沉淀形式存在的不溶性FG(Fig. 5b)。FG可通过过滤、洗涤进行回收,再次用于生物复合材料的制备。Fig. 5c显示,使用回收的FG制备的生物复合材料的σT和E分别是原始生物复合材料的97%和98%。回收的甘油和异山梨醇可与含AESO和IM(A1-I3)的树脂混合,用于新产品的打印制备。当回收油墨和A1-I3的质量比为1:1时,打印的生物复合材料的σT和E分别恢复了74.3%和82.0%(Fig. 5c)。σT和E的降低可能归因于不参与交联的杂质(即脂肪酸盐)。
除降解打印生物复合材料以回收油墨外,作者还通过FJH工艺将打印废物成功升级转化为FG(Fig. 5d)。在施加两次脉冲电压后,FJH生物复合材料的电导率显著提高,表明其转化为FG。如Fig. 5e所示,在第一次和第二次FJH后,生物复合材料显示出具有低缺陷密度的高石墨峰,此外,FG的产量从48%提高到94%。与由冶金焦炭制备的FG相比,由生物复合材料转化成的FG的尺寸在统计学上更小且为乱层结构(Fig. 5f)。
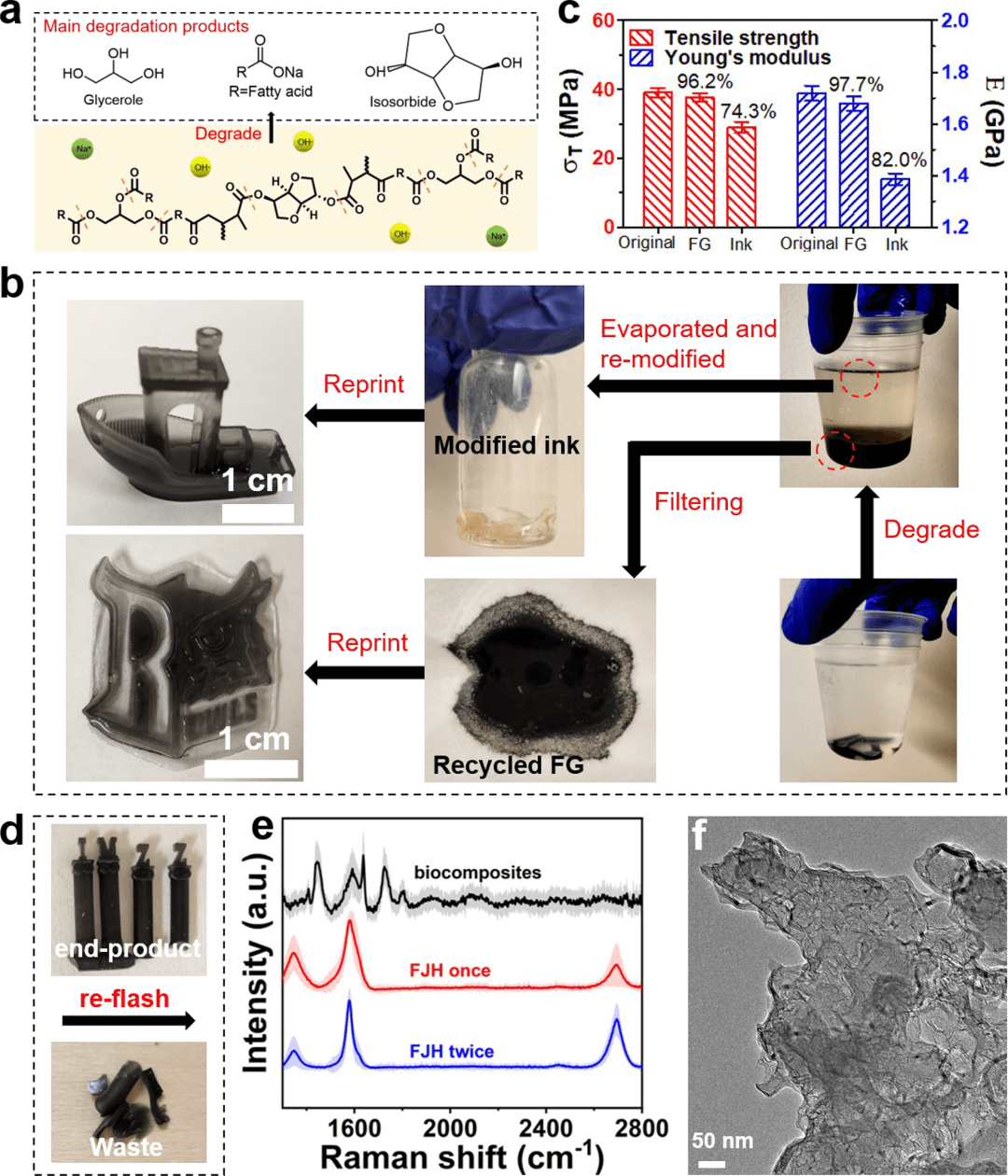
Fig. 5. (a) Degradation mechanism and product of ASEO/IM biopolymer in alkaline aqueous solution. (b) Workflow of recycling FG and ink. (c) Tensile strength and Young’s modulus of reprinted biocomposite with recycled FG and ink. (d) Photographs of end-products and waste biocomposite for FJH. (e) The average Raman spectra of biocomposite and FG after FJH of biocomposite once and twice, respectively. The standard deviation is shown as the shaded regions (N=100). (f) A TEM image of FG produced from FJH of a biocomposite.
总结
作者通过生物质基材料大豆油和天然多酚制备了可光固化、可降解、可再生的3D打印油墨,并成功实现了从打印产品中回收油墨和将生物复合材料升级转化为FG。在生物复合材料中添加0.6 wt%的FG纳米填料可将材料的σT和E分别提高42%和232%,同时FG可提高油墨在形成3D管状结构过程中的打印适性。该研究有望推动可持续性3D打印的进一步发展。
原文链接:https://doi.org/10.1021/acsnano.2c08157
本文来自生物质前沿,本文观点不代表石墨烯网立场,转载请联系原作者。