
前一段时间我们发布了一篇关于氢燃料电动汽车前景的文章,我们认为北京冬奥会是氢能源汽车一个很好的应用场景,低温使用,全周期几乎没有碳排放。未来氢燃料电池和锂电池以及燃油将三分天下。氢燃料电池汽车主要有几个部分组成,电池系统、驱动电机系统、整车控制系统、辅助储能系统、车载储氢系统等。其中今天要介绍的石墨双极板就属于燃料电池堆里面重要的部件。
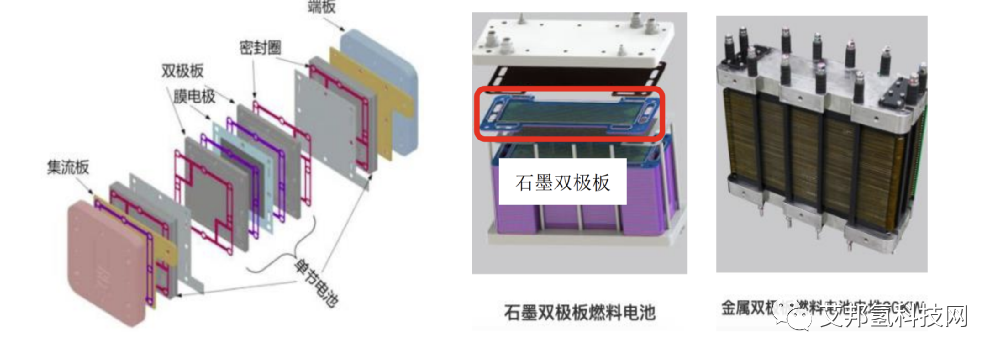
质子交换膜燃料电池堆是由一片片单电池串联组装而成的,其中,单电池由阳极板、MEA(膜电极)以及阴极板组成。通常,单电池的使用电压为0.6~0.85V,在集成燃料电池堆时可根据需要选择单电池的串联数量。作为质子交换膜燃料电池堆的重要组件,双极板的质量占燃料电池堆的60~80%,成本占20~40%,并且几乎占据了整个燃料电池堆的全部体积。

石墨板电堆(来源:氢璞创能官网)
双极板在氢燃料电池电堆里面起的作用主要是引流、支撑导电的作用,所以它本身双极板有一定的性能要求:
- 一方面要求电导率高,因为它承载着需要有一定的机械强度;
- 另外在导流电以外,还要气密性比较好;
- 还有一个是在使用过程中,因为双极板环境下需要有一个良好的耐腐蚀性能,需要满足跟车辆同等的使用寿命;
- 另外在对于我们汽车这一块应用的话,还有一个比较敏感的就是成本,所以需要极板制造效率高,需要降低它的制造成本。
金属双极板
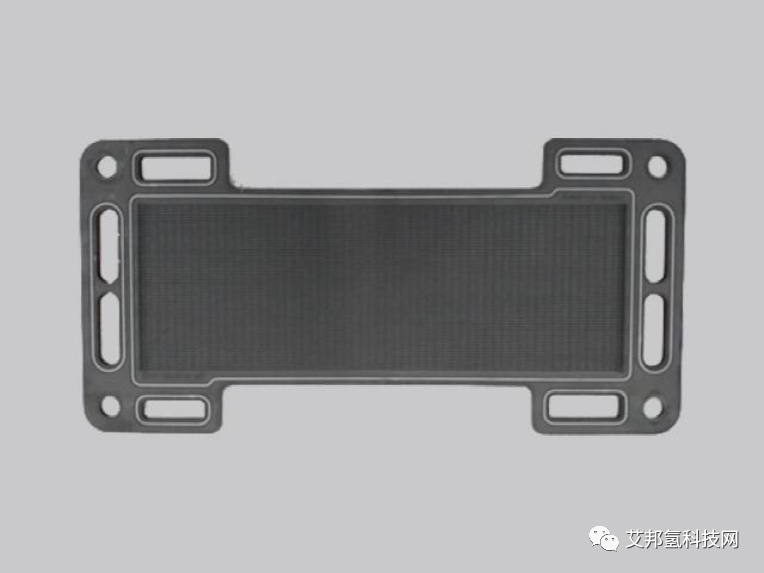
目前双极板其实主要可以分为两大类,一种是金属极板,一种是石墨极板。石墨现在用得比较多的就是模压的双极板。在这一块目前不同参数的双极板有各自的优势,但相应来说也会存在一些缺点,所以这两种的话可以说是一个相互竞争,也是一个相互补充。
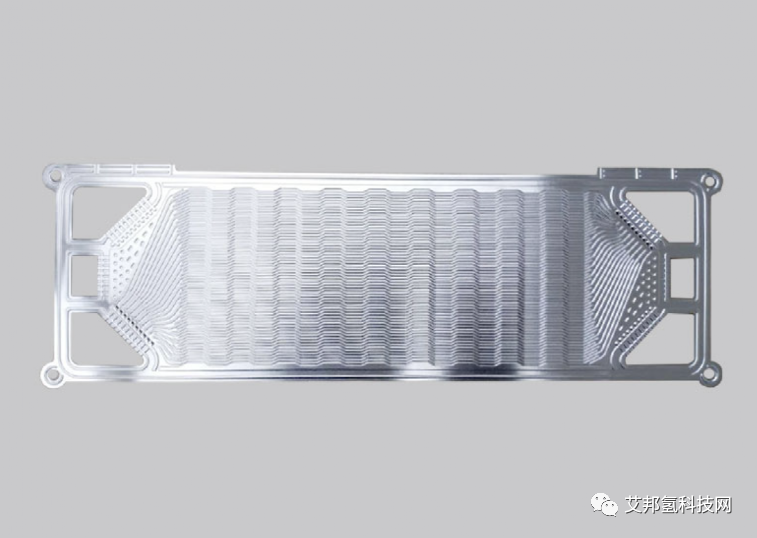
金属双极板主要优势是它的机械强度好,气密性好,极板可以做得很薄,在功率密度这一块是很大的优势,但存在的问题是腐蚀性的问题,导致使用寿命目前是存在一些问题的。
而石墨板的话在导电、导热,包括耐腐蚀性这一块、使用寿命这一块是比较强的,但是目前石墨板的话其实无论是哪一种,目前因为机械强度方面的原因,导致整个双极板的厚度这一块是偏厚的,所以我们这个电堆做起来的体积是偏大的。
| 金属 | 石墨 | 复合双极板 | |
| 优势 | 机械强度好,气密性好,可以做得薄,功率密度 | 导热,导电,耐腐蚀 | 耐腐蚀、体积小、重量轻、强度高 |
| 劣势 | 耐腐蚀,寿命 | 机械强度差,偏厚 | 机械强度差,电导率低,难以大复合材料双极板 |
此外还有一种复合双极板,其实从严格意义来说也算是一种石墨基的双基板,它的主要成分包括树脂、导电材料,采用模压工艺进行成型。石墨双极板相对来说其实在金属双极板和传统的石墨双极板之间可以说是做一个性能的平衡,具有比较高的机械强度和比较高的韧性,所以在材料的配套设计,可以带来这个产品的轻薄,另外气密性比较好,不过目前生产的厂家少。

氢燃料电池汽车目前以商用车为主,商用车对电池的体积和重量没有乘用车那么敏感,采用的是石墨双极板为主。以氢燃料电池商用车使用的石墨双极板为例,目前市场价为150元一组左右,而一辆搭载了75千瓦电堆的商用车需要的双极板数量为300组左右,仅双极板成本就高达4.5万元左右,整个电堆的成本达十几万元。可见石墨双极板加工行业目前的产值很高。

氢能源大巴
在2020年市场中燃料电池系统的应用主要以商用车辆为主,其中的核心部件燃料电池电堆以石墨极板电堆为主,从未来的发展来看石墨双极板仍然会长时间占有商用车市场的较大份额。
石墨是热和电的良导体,具有较高的电导率、化学稳定性、热稳定性以及耐腐蚀、低密度等优点,用于制作双极板具有先天独特的优势。
由于石墨是一种多孔的脆性材料,强度低、延展性差(比较脆),难以满足双极板的气密性要求,因此在加工时,需要对石墨进行反复浸渍、碳化处理从而制造成无孔的具有良好气密性的无孔石墨双极板。
因此石墨双极板在加工制造时对制造工艺具有很高的要求,否则就容易使得制造成的双极板具有较高的孔隙,气密性较差,装成燃料电池堆不仅影响电堆的整体性能,还有可能导致氢泄露,造成安全隐患。
那么石墨双极板为何占据着如此大的市场份额,它又是怎样一步步从石墨变成双极板呢?下面小编就来一起了解:
1. 原材料准备
1000-1300℃的高温下将焦炭和沥青混合后化形成碳素然后将碳素材料浸渍沥青、烘焙,再用电热炉在2500-3000℃的高温下进行石墨化。
2. 切片
根据双极机的设计尺寸进行初步地粗略切片处理。
3. 浸渍
切片后进行树脂浸渍处理,填塞石墨表面和内部孔隙,通常浸渍24小时,然后进行热处理使树脂固化。根据浸渍树脂的不同,又分为酚醛浸石墨和糠醇浸石墨等。
4. 打磨
切片后的双极板尺寸较为粗糙,浸渍后的石墨双极板的表面光洁度也差,因此需要进行打磨其中打磨又包括粗磨、中磨和细磨。
5. 雕刻加工
雕刻加工是双极板生产制造的关键步骤,双极板的尺寸公差及流场质量均取决于雕刻机的精度。
另附石墨双极板厂商:
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
本文来自艾邦高分子,本文观点不代表石墨烯网立场,转载请联系原作者。