
一、SMC材料在汽车应用的背景
随着汽车的迅速普及,尾气排放对环境的影响也发受到关注,我国大气污染中,汽车尾气排放所占比例已超过70%。汽车燃油消耗和二氧化碳的排放量直接相关,1升的燃油会产生2.5公斤二氧化碳。汽车本身重量约占燃油总消耗的四分之一,如果汽车减重100公斤,每100公里可降低油耗0.3至0.5升,大约相当于每公里减少10克二氧化碳排放。
·以保证汽车的强度和安全性能为前提,降低汽车的整备质量;
·提高汽车的动力性能,减少燃料消耗,降低排气污染。
整车轻量化的意义(以整车重量为1吨来计)


二、SMC材料的特点及其应用的主要部件
SMC具备以下特点,足以让汽车制造商有理由选用这种材料:
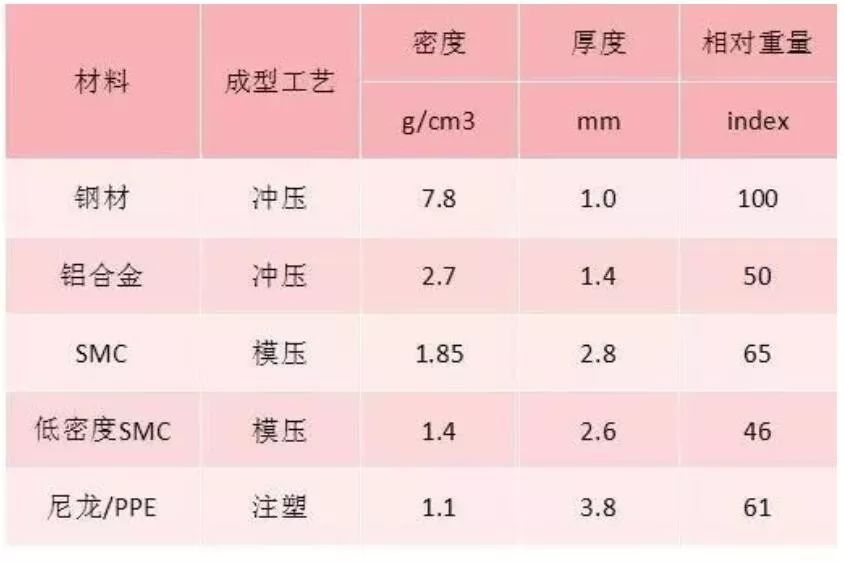
1、重量大大减轻;(大约比相同性能的钢材部件轻20%-35%)
2、部件集成化,降低了制造过程的复杂性:金属件需要10-12付钢模(冲压及成型),SMC制件只需要2付模具
3、投资成本低;(相同零部件通常比金属冲压工艺投资节省约
4、与铝或钢相比较,抗损坏性能提高,特别是外饰件;
5、卓越的耐腐蚀性能;
6、噪音、震动和粗糙度性能的改善;
7、设计自由度高:SMC具有A级表面质量,与钢铁制件一样,线性热膨胀系数与钢铁相似,SMC能与钢铁、铝材料复合使用。
8、适合各种涂装工艺:SMC材料耐热性能好,能达到200℃,且与电泳涂料兼容性好。
9、回收材料的应用:
(1)粒径在直径小于300um:替代填料,用量在3-15%取决于制品表面效果和机械性能要求;
(2)纤维和大颗粒:30%有机物焚烧(水泥制造过程能量回收),70%回收至无机物。
10、行人保护功能。

SMC在汽车上的典型应用


三、各应用部件的标准和规范说明
举例:引擎盖
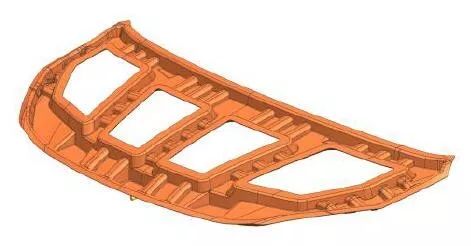
整车对于引擎盖产品的主要设计要求如下:
1、发动机舱内部到引擎盖的距离大于70mm;
2、产品表面质量;
3、引擎盖安装铰链的扭力值要求,以及弹簧支撑杆、安装锁的装配强度要求;
4、行人保护;
5、线性膨胀系数,决定了产品制造和装配的精度;
6、产品的刚性需求(横梁刚度);
7、正面碰撞(正面碰撞速度60km/h)测试结果;
8、产品模态的分析。等
举例:后背门

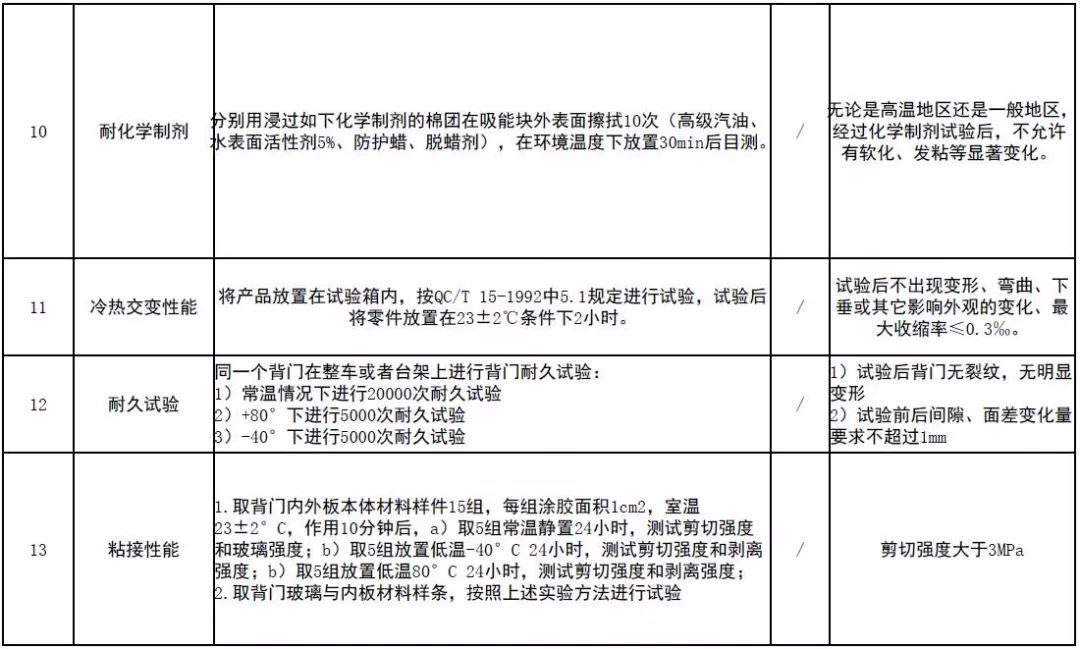
整车对于后背门产品的主要设计要求如下:
1、产品表面质量;
2、线性膨胀系数,决定了产品制造和装配的精度;
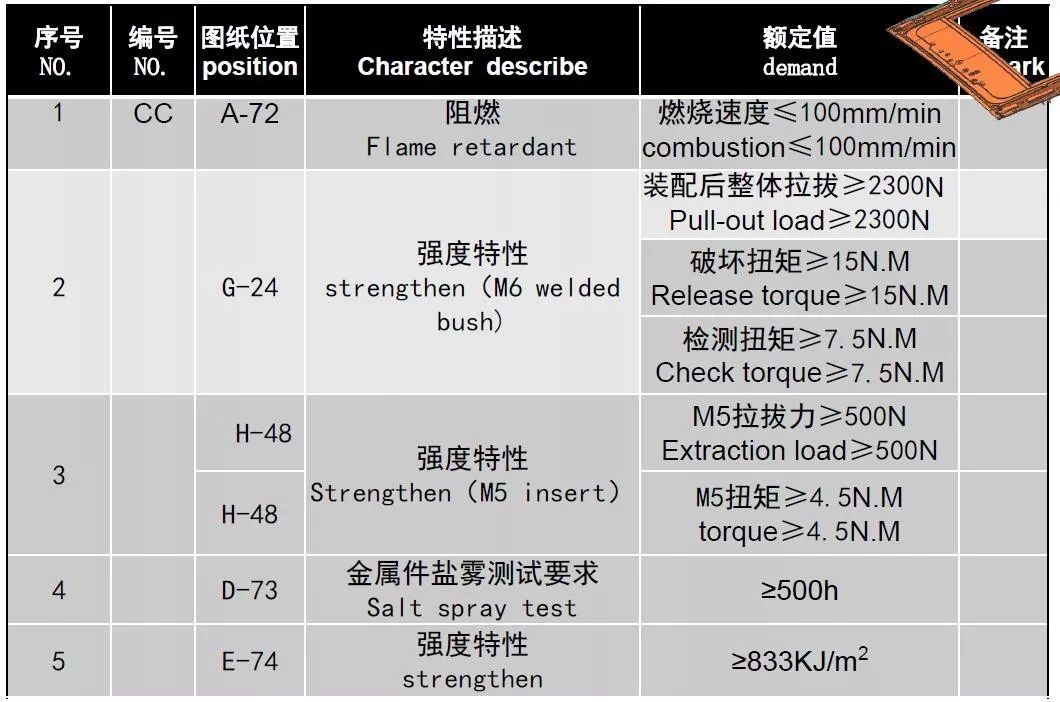
3、产品的其他性能要求详见下表:

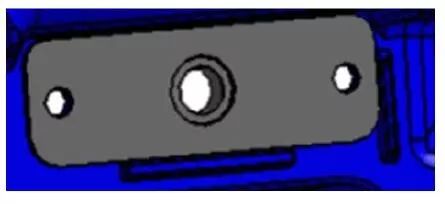
举例:SMC天窗支架
SMC汽车部件的其他要求:
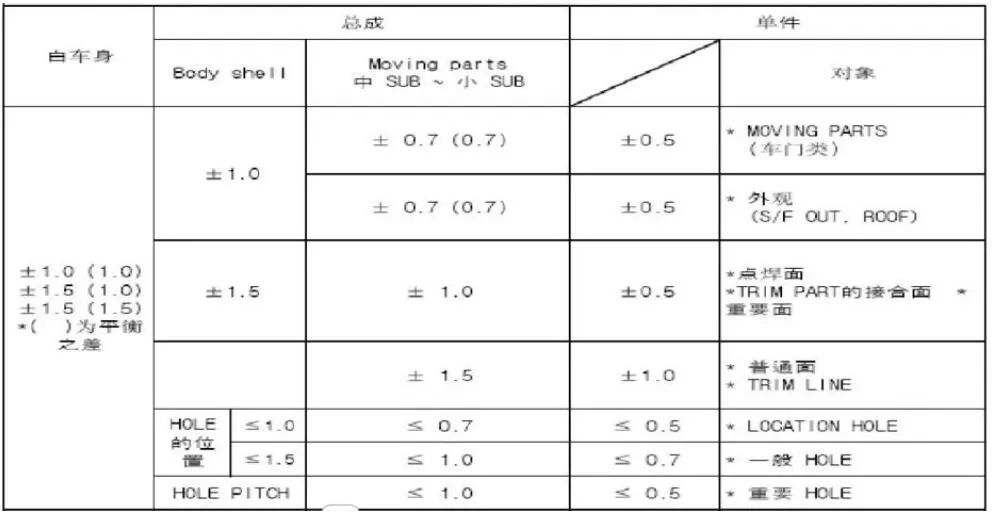
尺寸精度要求:
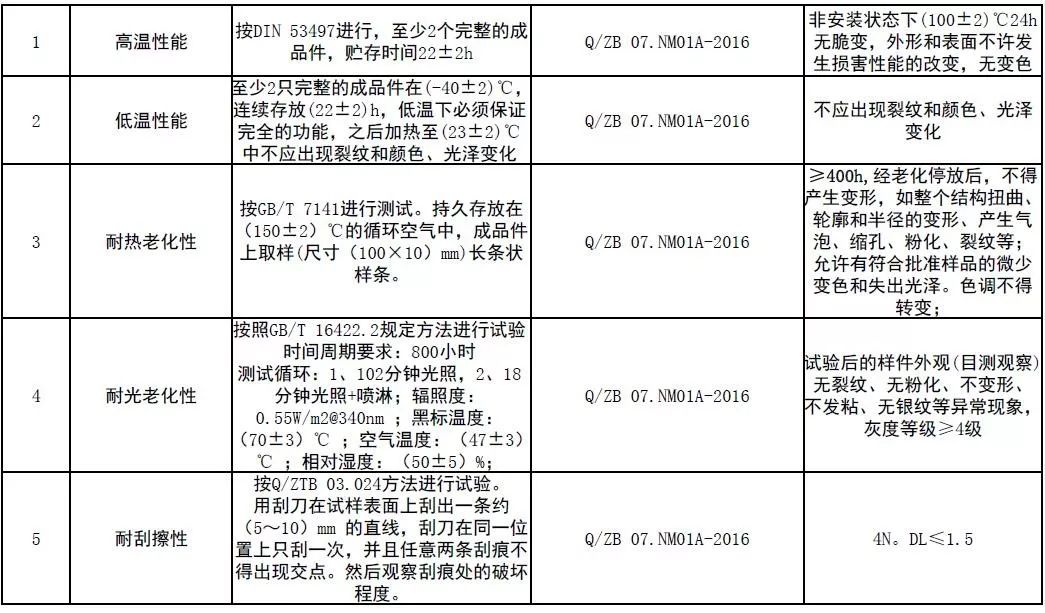
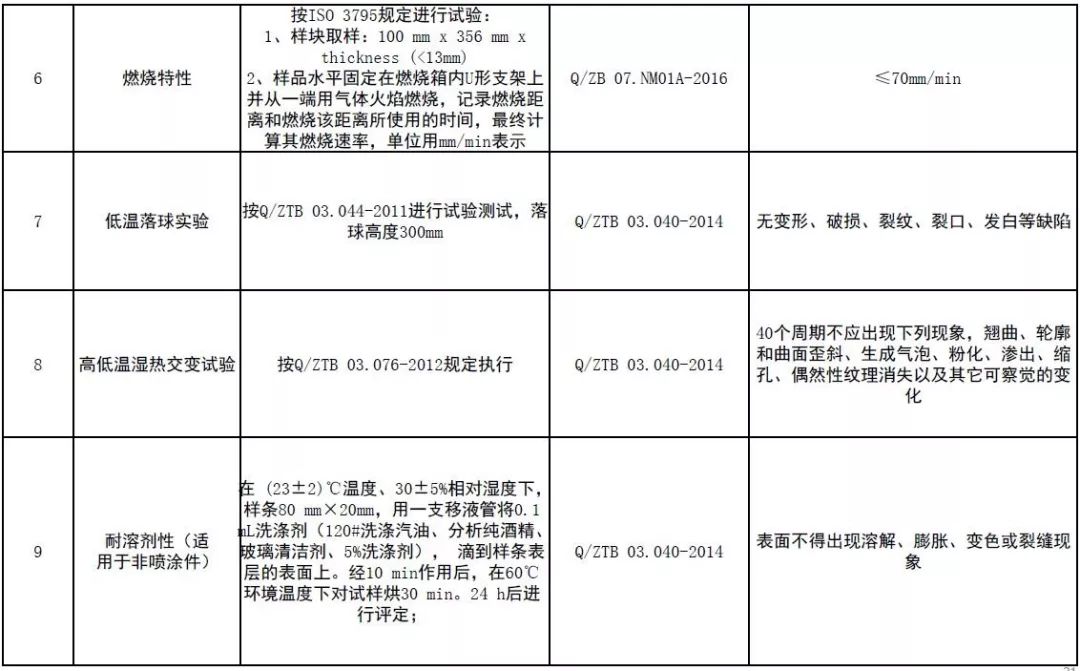
SMC材料的性能要求:
四、SMC对应的设计原则和规范
第一步、SMC片材原材料的选择,以及配方调整,以达成性能满足
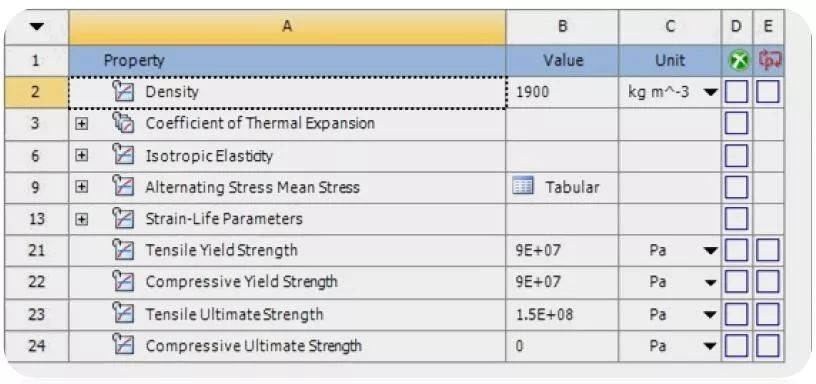
产品拉伸强度(Tensile strengthen)为90MPa,屈服强度(yield strengthen)为150Mpa,泊松比(Poisson ratio)0.3杨氏模量(Young modulus)10Gpa
第二步、设备、产品设计、模具设计等各方面的匹配
(1)设备:对于部分产品精度要求极高的产品,需用四角调平的液压设备;
(2)材料收缩率零收缩或接近于零收缩;
(3)材料、模具的收缩率要完全匹配;
(4)保证模具的制造设备;
(5)产品结构的细节设计。

设计的基本要求及尺寸准则:
(一)、厚度设计要求:
1、内外板粘接的产品,一般情况下:
(1)外板2-2.5mm;
(2)内板2.5-3mm;

2、对于单层板结构,背部设计有加强筋的,产品厚度一般为3.5mm以上;
3、对于A级表面产品,厚度尽可能保持一致;
4、对于表面要求不高的产品,可以采用不等厚的设计。
(二)、凸台设计要求
A级表面产品
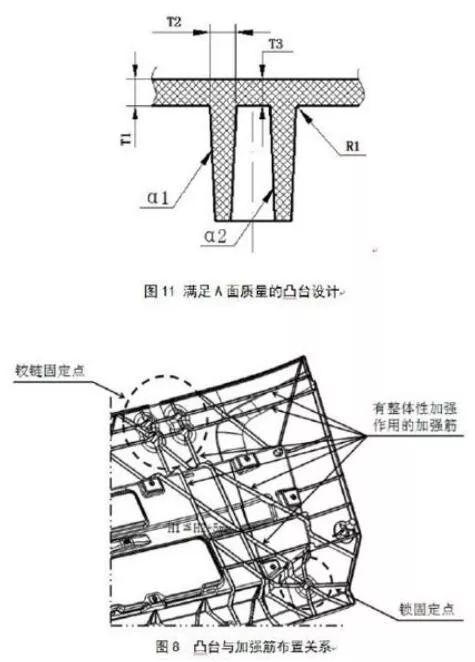
1、凸台的底部壁厚不能超过产品厚度的2/3;*非A级表面,不超过产品厚度即可
2、凸台中间区域厚度与产品厚度等同;
3、凸台外侧底部圆角为0.5度;*非A级表面,不限;
4、凸台的拔模角度尽量控制在1-1.5度;
5、如果是带有镶件的凸台,则凸台的上部外直径应设计为镶件直径的2-3倍。
6、对于装配点的凸台设计,应该让有整体加强作用的加强筋通过凸台;
(三)、加强筋的设计要求
A级表面产品
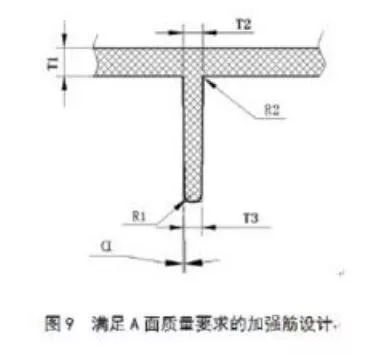
1、加强筋底部厚度不能超过产品厚度的2/3;非A级表面,不超过产品厚度即可
2、加强筋外侧底部圆角为0.5度;非A级表面,不限;
3、加强筋的拔模角度尽量控制在1-1.5度;
5、加强筋顶部厚度一般大于2mm即可;
6、对于大面加强筋,加强筋的高度一般限定设计为加强筋底部厚度的3-5倍;
(四)、SMC产品粘接的设计要求
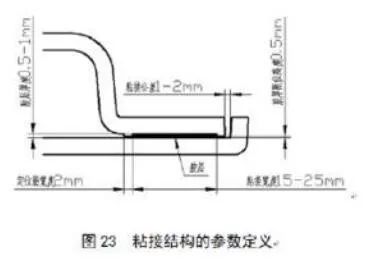
1、两个SMC部件粘接时,必须对粘接面的宽度和胶厚做设计和限定,以保证粘接强度;
2、粘接面宽度一般设计为15-25mm;
3、胶的厚度一般设计为0.5-1.5mm;
4、为了保证施胶的一致性(包括厚度和线条),采用机械手打胶,以及产品上设计胶槽,以控制胶厚。
(五)、SMC产品与金属件的连接设计
1、当固定点的位置需要承受较大的载荷,由于此位置的拉压变形,以及与SMC本体接触面积小,导致单层的SMC是完成不了这个任务的,否则会造成局部开裂失效,为了保证强度性能这个时候就需要在拉压的受力变形区增加一金属薄板,以增加局部强度,同时分散受力;
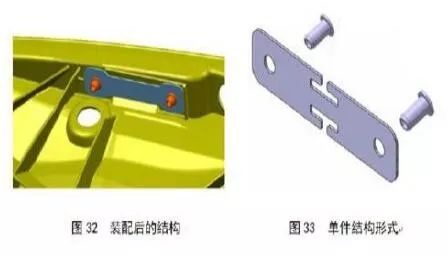
2、为了保证连接的强度和有效性,金属薄片与SMC本体间采用“拉铆+胶结”的固定方式。
五、SMC在汽车工业未来的前景
从汽车制造商的角度来看,SMC与其他材料相比是十分具有吸引力的替换材料。减轻重量、设计自由度高、耐化学腐蚀性好、部件集成化、适合各种涂装工艺、系统成本降低、回收。
而且汽车主机厂已经证明,在高产量车辆上,SMC车身板和门板有成本竞争优势;除了单纯的经济上优势,还有重量减轻、造型自由度大,更好的隔音效果、行人保护等等额外的好处;
1、VOC要求:低排放、低单体残留;
2、气味性:无苯乙烯体系。
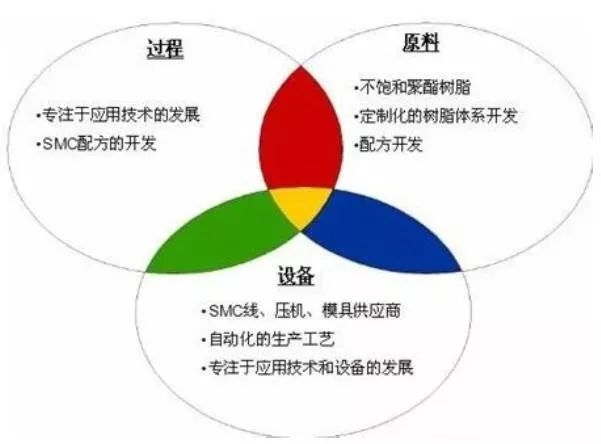
SMC应用的前景具备了,SMC厂家注重应用环境和结果,做好SMC产品的设计(前文已经描述),以满足主机厂要求,同时做好“SMC应用的产业链联合”(详如右图),那么SMC未来一贯是“绿色”的。
本文来自玻纤复材,本文观点不代表石墨烯网立场,转载请联系原作者。