
2021年6月7日-9日,第四届先进高功率电池国际研讨会The 4th International Conference on Advanced High Power Battery(CHPB-4)在苏州顺利成功召开。本届研讨会由中国化学与物理电源行业协会、中国电子科技集团公司第十八研究所共同主办,先进电池材料/北京中联毅晖国际会展有限公司承办,并得到了无锡先导、骆驼集团、欣旺达、天鹏电源、新能安科技、青岛蓝科途、OCSiAl (奥科希艾尔)、沁新集团、中国科学院苏州纳米技术与纳米仿生研究所等协办单位的支持。本届会议邀请了来自国内外汽车领域、无人机、电动工具、动力电池、BMS及相关关键材料、大专院校和科研院所等270家单位,600位嘉宾出席了此次国际研讨会。会议共安排了10场分会42篇报告两个圆桌讨论会(1、先进高功率电池在电动工具应用讨论会,2、“碳达峰、碳中和”对混合动力车辆市场发展影响及其高功率先进电池技术发展与应用趋势)。分别在第一天的主会场和第二天的二个分会场进行。
在Session1“先进高功率电池技术在HEV、微混(48V)、无人机、电工工具中的应用及市场发展趋势”分会主题上,来自苏州宇量电池有限公司董事长 毛焕宇博士做了“圆柱4680电池的优势和劣势”的主题发言。
苏州宇量电池有限公司董事长 毛焕宇博士
非常感谢组委会给我一个机会,让我来谈一谈圆柱4680电池的特点。可以看到Tesla从18650到21700到4680,其实不只是尺寸的变化,而是内部结构的重大改进。不像18650和21700这样一个或两个极耳,而全极耳4680变成了无穷多个极耳,这个改变就大大增加电流通路,就把电池从高能量密度上升到了高倍率,这样改动之后可以大电流充放电,发热减少,圆柱电池尺寸可以做大,成本可以下降。一个4680相当于大约5个21700型,8个18650型的能量。
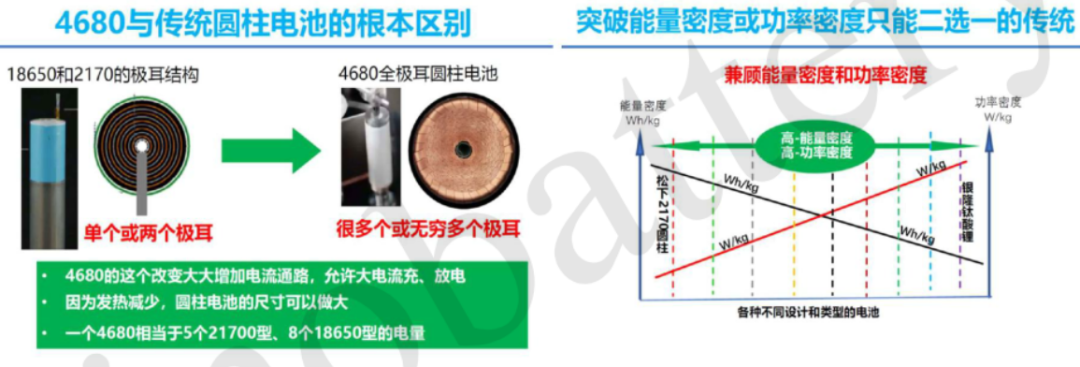
我们再仔细剖析一下,一般电池设计,左边是能量密度坐标,右边是功率密度坐标,中间是各种各样不同的设计,比如说松下2170和银隆的钛酸锂。当能量密度升高的时候功率密度会下降,或者如果是钛酸锂电池功率密度很高,但能量密度比较低,形成这样一个剪刀差,现在全极耳4680出来可以兼顾高能量密度和高功率密度,这样就突破了原来圆柱电池的限制。
我们看两种电池结构比较,上面是松下21700Tesla Model3用的电池,中间有一个极耳(没有在正中间),长度867毫米,宽度是63.5毫米,电子传导路径就比较长。如果我们看4680全极耳电池,电子传导路径加起来就是这个极片的宽度,大约70毫米,而且非常地均匀。对于松下电池,极耳所在的地方电流密度非常大,如果离开这个地方比较远,电流密度就小,所以电流密度很不均匀。顺便说一下我们做的4680电池极片长度达到4.5米长,在这么长的极片上面如果用一个极耳或者几个极耳都很难做到很高功率的,这就是一个根本性的不同。
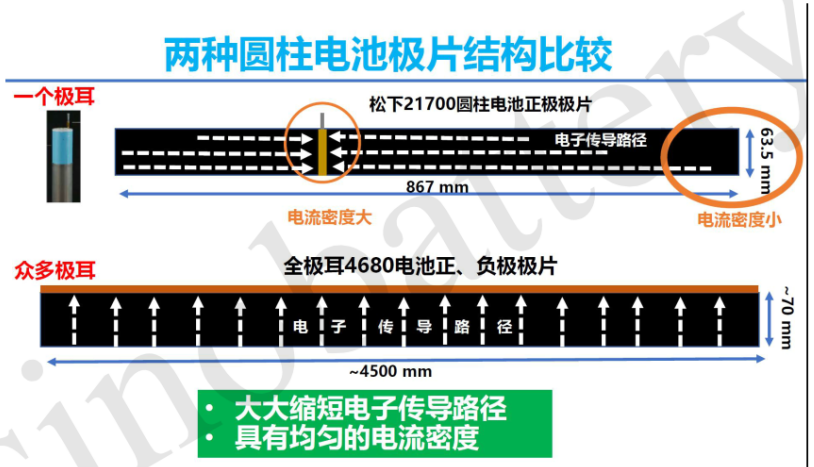
这里有两个特点,一个是大大缩短了电子传导路径。一个是具有均匀的电流密度。这样就带来了一系列的优势:
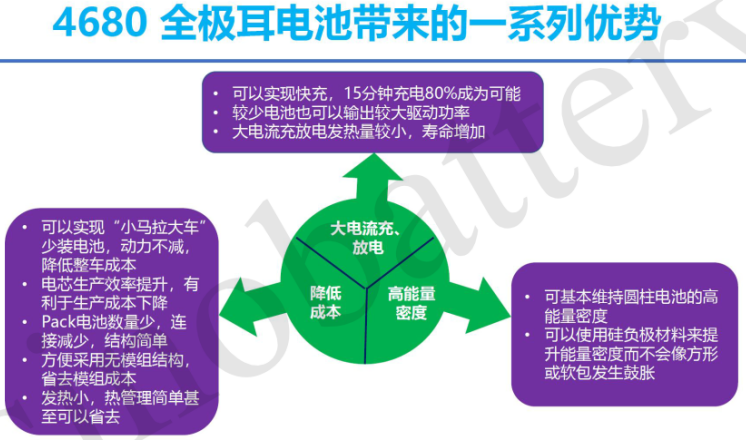
比如说可以实现快充,15分钟充电80%成为可能。较少电池也可以输出较大驱动功率。大电流充放电发热量较小,寿命增加。这里举个例子,宇量现在做的三元4680电池,充电曲线基本上重合的,这个快充性能0到80%只需要12分13秒,倍率放电脉冲方式可以达到8C,能量密度达到230Wh/kg。宇量的铁锂4680快充性能0到80%只需要12分30秒脉冲放电达到11C,能量密度达到180 wh/kg。
在降低成本方面,有的车厂可以实现小马拉大车,不用那么多电池,比如说原来要50度电,现在用30度电功率跟原来是一样,甚至会更大,如果在某种情况下,无需考虑续驶里程可以就可以少装电池。另外电芯生产效率也提升,有利于生产成本下降。PACK的优势就更大了,结构很简单,这些都是降低成本重要的。还有能量密度也可以提高,可基本维持圆柱电池的高能量密度,同时,圆柱比较适合使用硅负极材料来提升能量密度。
怎么会形成这样的东西呢?我们看它的结构就知了。比如说电子导电的过程,电池内组可以分为两个阻抗,一个是电子导电阻抗,一个是离子子导电阻抗。电子阻抗是沿着金属箔材流动产生的电阻(长度几百毫米数量级),而且箔材的导流面积很小,只有厚度乘以宽度而已。离子导电是离子穿过正、负极材料颗粒之间的间隙和隔膜流动产生的电阻,这个传导距离在微米数量级,而且导流面积非常大。在一个电池里,如果结构不合理,90%以上内阻是来自于箔材电阻,全极耳结构基本上消除了这部分电阻。
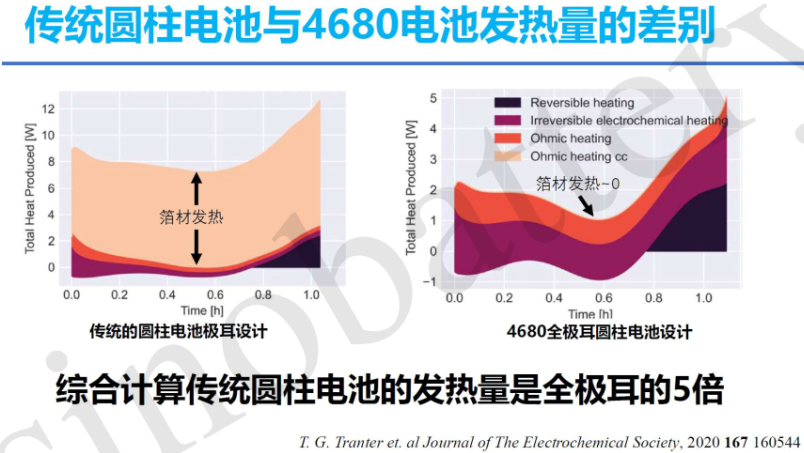
英国牛津大学几位学者专门对4680电池进行了模拟,与传统的圆柱电池极耳设计做比较,ABCD是不同的散热条件,看同样的散热条件,左边和右边来看,它的温度差别有多少呢?如果我们把刻度归一化之后,可以发现这个曲线到这里只有一点点了,发热温度是大大降低了。再来看它的发热量,在这里也有描述,这是传统的圆柱电池的极耳设计,箔材发热量有这么大,但是到圆柱4680里面基本上都找不到了。综合计算传统圆柱电池的发热量是全极耳的5倍以上,所以说发热量只有原来20%。
再来看它不但发热量小,而且分布也很均匀,SOC从90%放电情况下,传统设计电池中心温度达到80摄氏度,但是4680是很均匀的,没有特别热的地方,均衡在45摄氏度以下,这是在同样放电条件下。发热均匀是延长电池寿命一个重要的方面。因为发热量小,而且均匀这个特点,可以大大降低pack热管理的成本。这是Model 3里面的电池包,4000多个电池都需要经过蛇形导管,你一看就知道这个东西不便宜。现在4680没有发热了,就可以把这些全部去掉,去掉以后是什么样呢?这是Tesla宣传的彻底无模组化的PACK,就是这么紧密排列,紧密排列起来,下面或者上面加一块平板进行散热,热管理成本大幅度的下降。
下面我把4680跟刀片电池进行比较。刀片电池最大特点就是节省空间,利用率提高50%,那么我们这样紧密排列情况下,都用53.57kWh电池进行比较,是135安和396.8V电池包,长宽厚测量出来,电芯空间是这个数值,电芯总体积0.143立方米。那同样我们用宇量电池,每只18安计算,需要930pcos,组成39×24cells的方阵,电芯空间体积0.141立方米,两者相比较是相当的。另外4680还有它的优势,刀片电池的极片有月915毫米电子传导路径,4680传导路径只有几十毫米,所以4680的倍率会更有优势。
我们再拿4680来跟方型电池比较.现在在Tesla Model 3用的铁锂电池单体的尺寸是62mm (厚)x 275mm(宽) x 80(高),在汽车的铭牌上我们找到了这个电池的容量,电压,把这个电芯一个个排起来总体积是0.147立方米,同样电量我们用宇量18Ah的4680来组成40×24方阵,电芯总体积0.144立方米,所以4680跟方形相比,体积能量密度也是相当的。
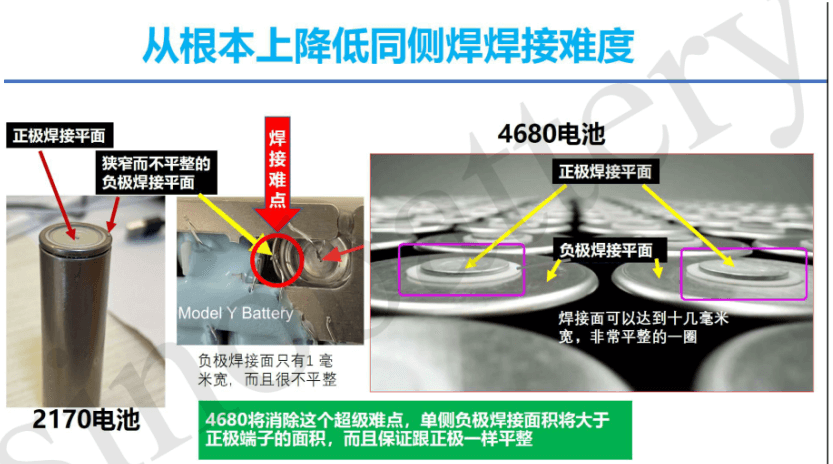
根据这是Tesla的报告,结构可以抵消一些重量。同时它有一个降低成本重要的因素,这里有两个曲线,取一个峰值的地方,所以46mm的直径成本下降是最大,续航里程也是最大的。至少PACK生产成本从2170到4680,从4416个电池降低到960个电池,焊接成本和组装成本都大幅度下降。原来用2170电池的负极的铝丝焊就是一个很大的难点,仔细看到这个地方焊点很难看,为什么这样呢?主要是因为负极提供的焊接平面太小了,还是弯曲的,只有1毫米左右宽,所以总是焊不好,这个地方成品率很低。但是改成4680就不一样了,正极焊接平面在中间,负极焊接平面有十几毫米宽,非常平整的一大圈。
在能量提升方面,因为圆柱比较容易实现fail-Safe正极可以采用高镍材料,圆柱电池对于负极膨胀可以有一定的抑制,负极可以使用硅碳材料。在一个Tesla Model 3 用的4416个2170电池的钢壳和电池盖所覆盖的表面积是7.46平方米,而960个4680电池钢壳和电池盖所覆盖的表面积是4.55平方米,中间就减少了约40%的钢壳重量。
说了这么多优点,那么讲一个难点,就是在于极耳的收集,目前能够看到的有三种:揉压极耳,切跌极耳,多极耳。
揉压极耳在国内比较普及,但是这种方式由于留箔的空间占用,正极涂布宽度只有约64毫米,高度空间利用率只有80%。像松下的圆柱虽然是70毫米,但是正极涂布宽度有63.5毫米,高度空间利用率达到90%。另外是极耳的形态不受控,很容易发生短路。我们认为这种方法是有问题的。另外制造的时候两端都是封闭状态,电解液渗入阻碍大。
Tesla的方法是切跌极耳法,这个极片是斜着,切成一片一片的,再把它一卷极耳就形成漩一样的东西,这比无规则挤压会好很多,占的空间比较小,但同时还是有一些问题,比如说激光强度和焦距不容易控制,易焊穿烧到电芯内部或没有焊上。还有由于两端的封闭状况,电解液渗入阻碍大。Tesla在视频里面说可以连续生产,实际上至少注液不可能连续生产。
那么可不可以多极耳呢?我们仔细看这个图上极耳叠的很整齐,实际情况我们做得时候就发现这是很不容易的。根据这个公式可以看到,这是极坐标公式。这个S是极耳在极片上的位置,θ是角度,常数a跟厚度成正比。那么当圈数达到50左右,这个公式中的θ值达到300以上,这时S随厚度变化的比值就非常大,电极的厚度变化1 微米,极耳位置变化1万倍。比方说极片的厚度完全没有误差情况下是直着排列的。如果正负都有一个微米,再放大1万倍,极耳位置的的误差就达几十毫米。
那么结论说一下,全极耳4680电池是圆柱电池性能的重大突破,发热减少,快充性能大幅度提升。成本从电芯到PACK都会有较大幅度的下降。当然难点就是在于极耳收集,但是随着技术的进步,将逐步克服难点,发挥优势。
以上就是我今天主要汇报内容,谢谢大家。
主持人:谢谢毛博士讲了不少干货的东西,大家看看有什么问题可以提问一下。
提问:您好,我有两个问题咨询您一下,刚才您重点介绍了4680相当于是极耳工艺的难点,但是没有定性它与刀片电池和方型电池优缺点的对比。您只介绍了优点,相当于它的安全性或者循环性与刀片电池或者方型电池的对比吗?
毛焕宇:这次我们没有好好准备,但是我们有针刺,铁锂完全没有问题。
提问:既然安全性能有保证,那么4680工艺除了极耳的缺点,它牺牲了什么性能呢?总不能全部性能都有大幅度提升吧。
毛焕宇:因为我们还没有用在车上,现在已经送样了,等到车上用一段时间大家就知道它有什么缺点,我现在还没有找出太大的问题,因为我对圆柱比较熟悉,没有发现它有非常严重的问题。
提问:您刚才后面提到极耳的误差,1点误差就可以造成很大性能上的改变,那么目前常规工艺能把这个误差精度控制在多少呢?
毛焕宇:可以控制了,现在这个手机的电池电极的厚度控制就是正负1微米,因为手机比动力电池对厚度更敏感。
提问:我问一下关于揉平的工艺,我能想象到的,你在揉的过程中会有金属碎屑的脱落,这可能是一个潜在的风险,脱落之后掉到层与层卷绕之间,初始可能没有,但是车辆运行振动一段时间会不会是一个潜在的风险?
毛焕宇:不好意思,今天我不展开讲揉平工艺,揉平工艺确实有问题,我们不是采取揉平工艺,就这么简单跟你说吧,好不好。
提问:毛博士,我想问一下圆柱干燥方面有没有新的工艺,还有注液难有没有什么方法呢?
毛焕宇:揉平工艺跟Tesla的工艺我们都没有用,这个中间的问题我们有意避开了,我们作业很顺畅,而且也没有激光焊。特别是Tesla的电池我们也没真正看到过,这些公司里面有很多方案,但是电解液肯定是需要很长时间,主要是靠长时间渗入进去。烘烤也是同样的道理,烘烤时间要大大的延长,否则水汽出不来。
提问:那有没有设备来解决这两方面问题吗?
毛焕宇:我不知道,不好意思,我不能说没有。
本文来自先进电池材料,本文观点不代表石墨烯网立场,转载请联系原作者。