
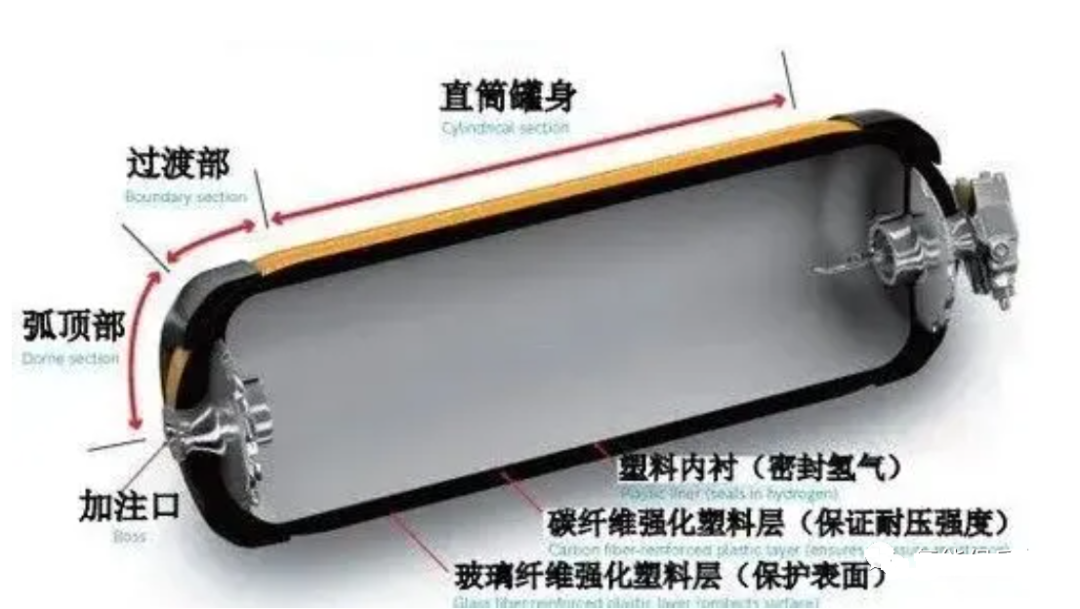
内胆设计
在既往设计铝内胆整体缠绕气瓶强度阶段,通常不考虑内胆自体承载能力的问题,从理论层面上分析,增强纤维承载着气瓶所有的内压。但现实中,在作业压力下气瓶内胆从始至终处于拉应力状态中,很可能短缩气瓶疲劳寿命。为更好地满足储氢气瓶自重轻、耐疲劳性优良的现实需求,在设计研发中一定要选择形状和规格适宜的内胆。

不论是从理论分析,还是生产实践层面上,针对纤维缠绕铝内胆气瓶而言,常径比>2的圆柱体在性能方面更占据优势。在研发制造阶段,适度提高内胆壁面的厚度值,有益于拓展疲劳裂纹扩展距离,延长气瓶的使用年限。科学配置气瓶各层次所占比例,使内胆能更好地在密闭条件下提供更大容积,并尽量满足气瓶“自重轻”的主观需求,通常会把内胆配置的比重调控在12~16%之间。
在设计内胆封头时,不仅要求其有工艺可设计性的特征,还要符合瓶体结构要求。等应力、平面缠绕、椭球形封头等均是常见的封头形式。铝内胆采用无焊缝衔接技术,有助于氢气瓶的耐疲劳性,压缩制造成本。使用碳纤维缠绕成型技术制造阶段,等应力、椭球型封头通常是内胆常用封头形式,当确定内胆是椭球形时,缠绕成型工艺中可结合现实需求采用“3-1”或“5-2”线型纤维对封头进行包裹处理,确保所选用尺寸的适宜性,这样纤维方能更均匀的覆盖在内胆封头表层。
内胆自紧
储氢气瓶长时间处于屡次充气放气条件下作业,出现疲劳损伤的概率较高,故而研制阶段对其耐疲劳性提出较高要求。疲劳试验阶段,因碳纤维层在比强度、比模量两大指标上明显优于铝内胆,于等同的应变下,即便铝内胆己屈服,但碳纤维依然处于低应力状态,埋没了其优良的高强度性能。每次对气瓶进行卸压后,结构内依然滞留着部分残余应力,这些残余应力持续累积会对气瓶作业应力、使用寿命形成负面影响。

鉴于以上情况,可以将一个预应力施加在气瓶应用前,形成自紧。通过为储气瓶提供一个高于铝内胆屈服应力且低于纤维缠绕层破坏应力的内压,诱导内衬形成一定的塑性形变,而后再整体卸载,在这样的工况下内衬的塑性形变不会完全消退,外层纤维缠绕层丧失了局部弹性应力,其余部分会对内衬形成外压作用,使内衬各处均承受着外压,抵达设计的屈服强度,形成较强的自紧效应。在缠绕成型工艺内,要求纤维张力需表现出逐步递减的态势,借此方式能使各束纤维更均匀的承受张力更加均匀,实现纤维强度利用效率的最大化。伴随内胆压应力提升过程,气瓶耐疲劳性也会做出相应改善。但若自紧压力过大时,内胆自身会在微观上形成质量缺陷且范围有不断拓展趋势,最后损伤气瓶结构。
缠绕成型工艺
从宏观上,我们可以将碳纤维缠绕成型工艺细化为湿法、干法缠绕,相比较之下前一种方法应用阶段资金投入更好、工艺性优良,故而有更广泛应用。法缠绕工艺常用的设备类型有纤维架、浸胶槽、吐丝嘴以及张力控制设备等。
当下,国际范畴中采用的最高端六维缠绕技术在调控纤维走向方面表现出良好效能,能够促进环向、旋向及平面缠绕三者有机整合过程。在现实生产领域,旋向与环向缠绕相整合的形式应用较多见,其中前者在提供纵向应力、增强气瓶综合性能方面表现出疗效效能,后者缠绕工艺的作用主要是解除氢气瓶承受内压时而形成的环向应力,当下受多方面的制约我国尚不能规模化制造出大型缠绕设备,但不可否认的事实是缠绕成型工艺在研究方面依然取得一定理想的技术成果。
材料与结构性能的完善研究
复合材料自身性能、缠绕结构影响着缠绕气瓶的性能与功能,当材料所属类型、缠绕结构及混杂形式下气瓶性能存在较大差异,故而对以上方面做出改进、完善是提升氢气瓶研制工作质效的有效方法。
树脂类型、纤维类型和缠绕角度均影响着气瓶的力学性能,既往有学者在研究中发现,采用差异化的环氧树脂体系时对气瓶的结构性能不会形成显著影响,主要是由于这些体系之间有较高的相似度;环向牵拉强度及弹性模量是影响试样角度的主要因素,和±45°、±25°与0°相比较,90°与±65°的标本值显著提升;当缠绕角>60°时,碳纤维结构性能显著优于玻璃纤维。纤维混杂时,混杂叠层次序也影响着气瓶产品的性能。
有人采用ANSYS仿真软件构建了碳/玻璃混杂纤维缠绕气瓶的分析模型,通过拟化自紧、零压、作业与爆破四种工况,获得了适宜的混杂纤维的当量厚度比。若从降低制造成本的视角出发,最优混杂比应尽量取低值;若为提高爆破压强,则最优混杂比取值应适度提高。
本文来自复材网,本文观点不代表石墨烯网立场,转载请联系原作者。