
近日,杭州志合新材料有限公司宣布,公司联合北京工商大学材料学院陈雅君老师课题组,经过2年多开发,通过对聚丙烯膜的改性、复合设备的改造、阻燃聚丙烯的研究,采用薄膜层压工艺和双特氟龙皮带轻型复合机工艺实现了玻璃纤维布增强聚丙烯复合材料的批量生产,产品的性能指标达到twintex混纺纱的技术标准。同时该产品配合聚丙烯阻燃膜,可生产阻燃型复合材料(氧指数LOI=31%),填补了国内的空白。(虽然模头浸渍工艺也可生产阻燃产品,但是由于模头内死角多,阻燃产品不稳定。)

连续玻纤布增强聚丙烯复合材料,是采用编织的玻纤布与热塑性的聚丙烯,通过加压、浸渍、冷却等工艺,使聚丙烯树脂包覆在玻璃纤维表面,形成一种热塑性复合材料。连续玻纤增强的聚丙烯复合材料,不仅具有优异的力学性能和良好的可回收性,而且其增强体玻纤价格便宜,竞争优势明显,已经成为生产生活中不可或缺的基础配套材料。
国内外的研究现状
由于聚丙烯树脂的粘度高,对玻纤的浸渍困难,是制约热塑性复合材料生产的关键。目前,国内外连续玻纤增强聚丙烯复合材料的量产工艺可分为三种:
- 连续纤维模头浸渍生产的玻纤增强聚丙烯单向预浸带(UD-TAPE);
- 丙纶与玻璃纤维混纺成为复合纱,然后编织成布,经热压、冷却,丙纶熔融成为基体树脂,得到玻纤布增强聚丙烯复合材料;
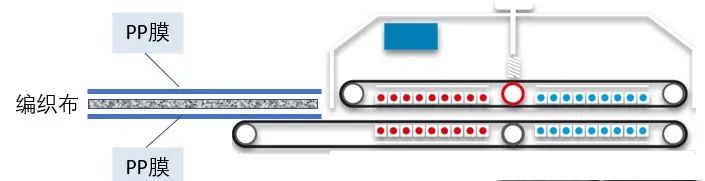
- 薄膜层压法,将聚丙烯膜、编织玻纤布、聚丙烯膜按顺序叠加进入静等压式钢带复合机,经过高温、高压将聚丙烯压入玻纤编织布中,然后冷却成板(片)。
三种工艺方法的优缺点如下:
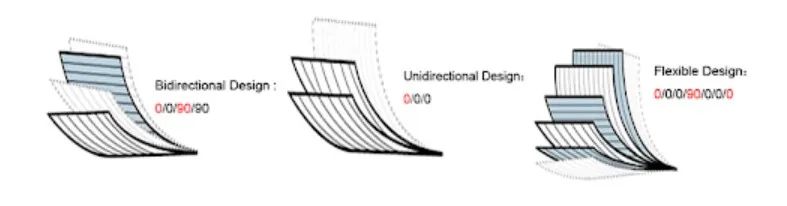
模头浸渍工艺:玻璃纤维在张力的作用下整齐排布后,经过熔融树脂的模头,挤压冷却后形成单向预浸带。这种预浸带的增强玻纤是单向排列的,在玻纤方向具有很高的拉伸强度,需要0/90度叠加使用。

这种工艺生产的UD-TAPE,门幅600-1200mm,玻纤含量小于65%,需要切边保证单向带收卷整齐,使用过程中需要拼接和0/90度叠加使用,如下图所示:
该工艺是目前企业最普遍采用的工艺方式,以此法生产的预浸单向带产品是目前国内应用最为广泛的。
丙纶与玻纤混纺纱工艺:在玻璃纤维拉丝的同时,生产丙纶长丝,然后将玻璃纤维丝和丙纶丝混合收卷,得到混纺纱。混纺纱经过经纬编织后,即可得到玻纤布增强聚丙烯材料。

混纺纱的生产投资很大,一般只能由大型的玻纤公司生产,需要同时具备玻璃纤维生产设备和丙纶长丝生产设备。该产品是由法国圣戈班公司最早量产,现在巨石玻纤也有相关产品。
薄膜层压法:首先用热塑性玻纤纱编织成玻纤布,然后在玻纤布的两侧放置聚丙烯膜,在热量和压力的作用下将聚丙烯压入玻纤布中,得到连续玻纤布增强聚丙烯片材。

该方法的优点在于材料结构改变灵活,一次可以模压出编织结构的片材,产品的均一性和稳定性好。缺点在于因为PP较高的熔体粘度,压合设备采用连续的强压力钢带机,设备的运行、投资以及维修成本高,且由于设备压力大,因此生产门幅受到限制。该产品目前主要是朗盛公司旗下的Bond-laminates公司生产的Tepex产品,产品价格较高,主要应用于高端模压件领域。
杭州志合表示,此次与北京工商大学合作开发的新技术具有如下优势:
- 双皮带轻型复合机国内最宽门幅已经达到3米,产品的最大生产门幅2900mm,满足大部分产品的需求,解决单向带切边、拼接以及二次复合;
- 使用无卤阻燃膜替代普通PP膜。无卤阻燃聚丙烯膜是公司批量供应产品,生产质量稳定;
- 玻纤含量最高75%,PP与玻纤比例调节准确方便;
- 产品的性价比高,是目前已知的几种生产工艺中成本最低的;
- 设备投资小,设备投资仅为钢带机的1/10,便于大规模的推广应用。
本文来自中国国际复合材料展览会,本文观点不代表石墨烯网立场,转载请联系原作者。