
自增强聚合物复合材料(SPC),其增强体和基体来自于同一聚合物或同一聚合物类型,又称“单聚合物复合材料”、“同型复合材料”或“全聚合物复合材料”。由于SPC的基体和增强体之间具有较强的附着力、重量轻、循环利用率高的优势,已经成为了学术界和工业界关注的焦点,被广泛应用在汽车、运动休闲、工业包层、建筑等行业。SPC的机械性能通常受到加工温度和纤维组分的限制。纤维在较高的温度下容易熔化,而较低的温度会导致纤维/基体界面的弱附着力。加入纳米颗粒来提高SPC的性能已经成为学术界关注的一个问题。石墨烯由于其独特的结构,具有较高的杨氏模量(~1100 GPa)、较高的断裂强度(~125 GPa)以及优异的电导率和导热系数。有研究表明,加入少量石墨烯可以显著改善聚合物的性能,尤其是力学性能。
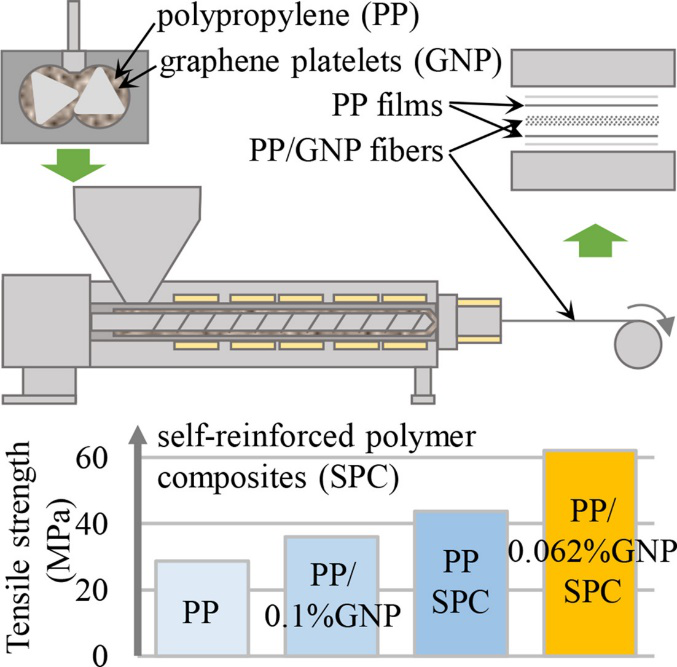

研究团队将少量的石墨烯纳米片(GNP)加入到聚丙烯(PP)中共混造粒制得PP/GNP粒料,经挤出机熔融纺丝制成PP/GNP纤维,再采用薄膜堆积法制备具有增强力学性能的聚丙烯/石墨烯自增强聚合物复合材料(PP/GNP SPC)(图1(a))。研究团队分别研究了不同的熔体纺丝温度(180、190、200、210、220、230℃)、不同辊速(80、120、160、200r/min)和不同的石墨烯浓度(0.01、0.02、0.05、0.1wt%)对于复合材料性能的影响。通过DSC、WAXD、拉伸试验、剥离试验、光学显微镜和扫描电镜对制备的样品进行了热性能、力学性能和形貌表征。将SPC的薄膜叠加技术与石墨烯纳米技术相结合,显著提高了石墨烯的力学性能。在0.062 wt% GNP的情况下,聚丙烯SPC的拉伸强度、拉伸模量和界面强度分别提高了117、116和116%。
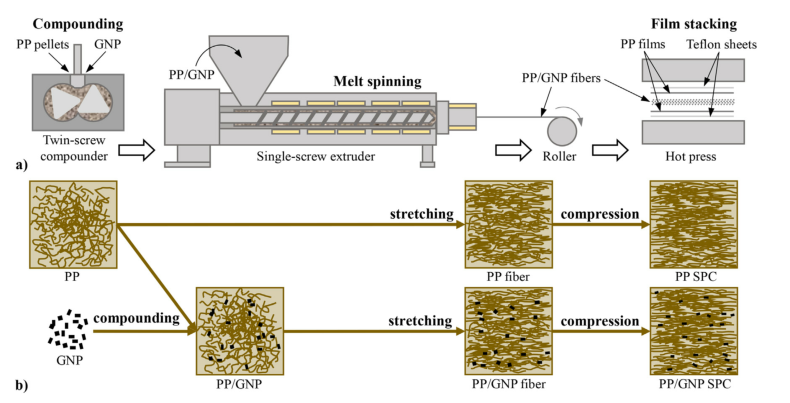
图 1 PP/GNP SPC的制备过程示意图(a)和在此过程中材料的形态转变(b)。
形态学分析
图2表明纤维直径随纺丝温度和纺丝速度的增加而减小。图3 (a)为不同压实温度下制备的PP SPC。可以观察到纤维在聚丙烯SPC中的取向。在压实温度为155℃时,纤维间界面明显,说明界面粘结性较差。在较高的压实温度下制备的聚丙烯SPC界面更加模糊。170℃时界面不清晰,说明熔化的纤维较多。图3 (b)显示了不同石墨烯浓度的PP/GNP SPC。石墨烯浓度的增加影响了样品的透明度,随着石墨烯浓度的增加,样品中能看到更多的GNP,并且分散良好。图4 (a)显示了PP/0.031 wt% GNP SPC的拉伸断口截面。部分纤维表层被破坏,发生微纤颤。可见纤维与基体之间存在一定的脱粘界面,说明拉伸试验中应力通过基体界面传递到纤维中。图4 (b)和(c)分别为PP/0.006 wt% GNP SPC和PP/0.031 wt% GNP SPC在剥离试验后的断裂截面。低倍镜图像中撕裂面纤维取向明显,但也能看到缠绕纤维。纤维的缠绕布局降低了纤维的抗拉能力,影响了基体的穿透。纤维表面有大量的基体颗粒附着,表明纤维与基体之间具有良好的界面附着力。纤维之间存在一些较大的基体颗粒,表明基体在薄膜堆积过程中浸渍了纤维丝。部分纤维变形并发生一定程度的微纤颤,进一步说明界面性能良好。在一些高倍的图像中,可以明显观察到GNP。在纤维表面出现了GNP,说明在叠膜过程中,纤维间的界面发生了部分熔融,由于热和力的传递,一些GNP移到了界面上。
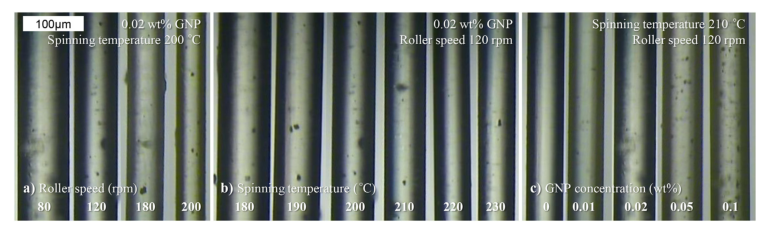
图 2 不同工艺条件下制备的PP/GNP纤维的光学显微镜图像:辊速(a)、纺丝温度(b)和石墨烯浓度(c)。
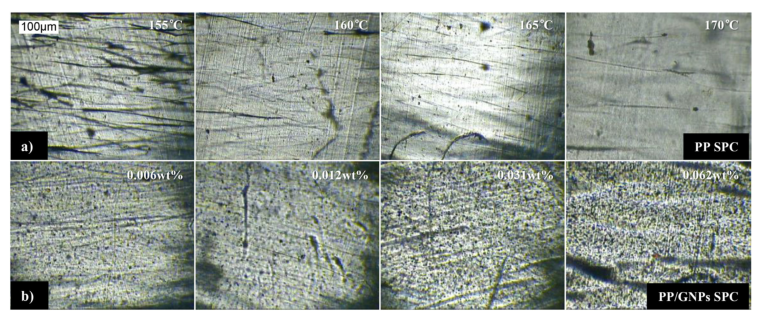
图 3不同压实温度下制备的PP SPC (a)和石墨烯浓度不同的PP/GNP SPC (b)的光学显微镜图像。
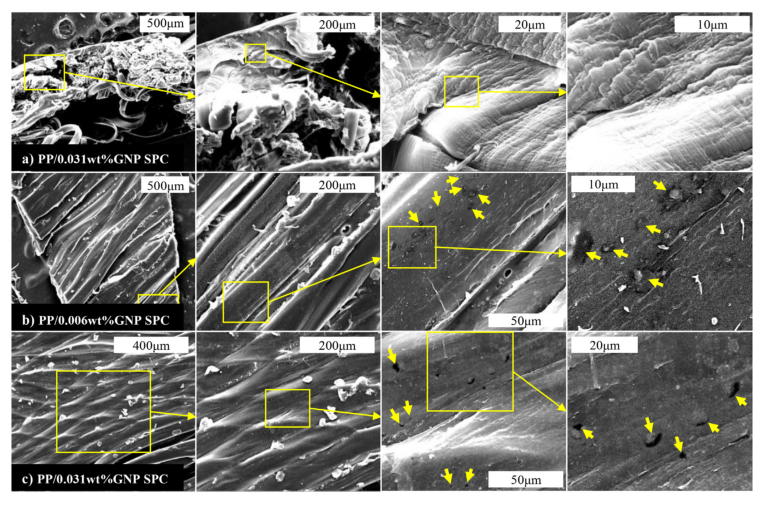
图 4 PP/GNP SPC的扫描电子显微镜图像:PP/0.031 wt% GNP SPC (a)的拉伸断口,PP/0.006 wt% GNP SPC (b)的剥离断口,以及PP/0.031 wt% GNP SPC (c)的剥离断口
差示扫描量热(DSC)分析
图5为PP基体、PP纤维和PP/GNP纤维的DSC热图。每个样品只有一个熔峰,说明只有晶体的结构存在。随着石墨烯浓度的增加,PP/GNP纤维的熔点相比纯PP纤维略有升高,PP/ GNP纤维的结晶度增加。在SPC堆膜过程中,压实温度使聚合物基体与增强纤维部分熔化,使基体与增强纤维有机结合,这对SPC的制备至关重要。PP基体在157℃开始熔化,在169℃完全熔化。基体的熔点为164.7℃。而PP纤维在159℃开始熔化,172℃完全熔化,熔点为167℃。因此,压实温度选择为155 ~ 170℃。
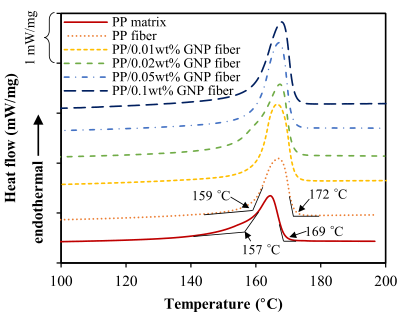
图 5 PP基体、PP纤维和PP/GNP纤维的DSC热像图
广角x射线衍射分析(WAXD)分析
纯PP基体、纯PP纤维、PP/0.05 wt% GNP纤维、PP SPC和PP/0.031 wt% GNP SPC的WAXD图如图6所示。PP基体的衍射峰分别为14.1°、16.9°、18.6°、22.1°、21.8°、25.5°和28.8°。
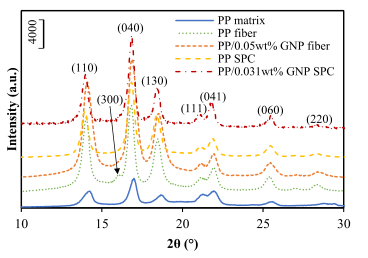
图 6 PP基体、PPfiber、PP/0.05 wt% GNPfiber、PP SPC和PP/0.031 wt% GNP SPC的WAXD模式。
拉伸测试
图7为不同工艺条件下PP/GNP纤维的拉伸性能。当纺丝温度为210℃,辊速为120r/min时,PP/0.02 wt% GNP纤维的拉伸强度和模量可以得到最大值。随着石墨烯含量的增加,拉伸强度和模量增加,断裂伸长率降低。
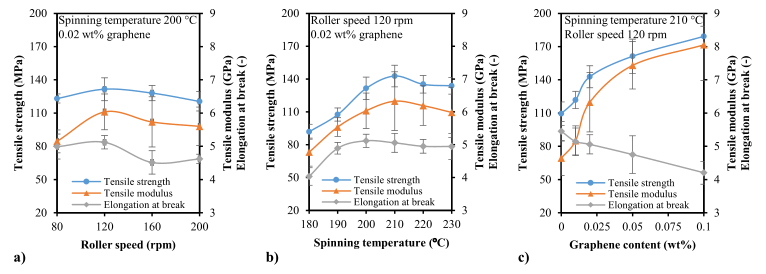
图 7 不同工艺条件下PP/GNP纤维的拉伸性能:辊速(a)、熔体纺丝温度(b)、石墨烯含量(c)。
图8 (a)说明了压实温度对PP SPC拉伸性能的影响。聚丙烯SPC的拉伸强度和模量随着温度的增加先升高后降低。根据PP基体和纤维的初始熔融温度(157℃和159℃),在160℃的压实温度下,PP基体和纤维进行了部分熔融。随着熔点的接近,大分子会移动,聚合物链会重新排列。部分熔融的材料再结晶将组织结合在一起并填充间隙空隙,从而提高力学性能。PP SPC的最大抗拉强度和模量分别是纯PP的1.47倍和1.80倍左右。图8 (b)显示了压实时间对PP SPC拉伸性能的影响。压实温度为160℃,压实时间为110 s时,PP SPC的抗拉强度和模量最高。
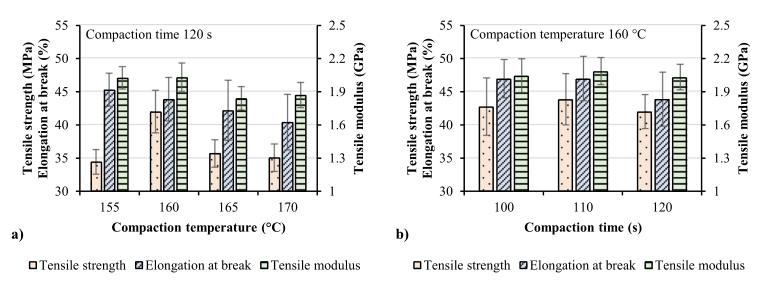
图 8 不同压实温度(a)和压实时间(b)下PP SPC的拉伸性能
图9显示了PP/GNP薄膜和PP/GNP SPC的拉伸性能。随着石墨烯浓度的增加,拉伸强度和模量增加,断裂伸长率降低。拉伸强度和模量均没有下降,表明GNP分布均匀。加入0.1% wt% GNP后,PP/GNP薄膜的抗拉强度提高了25.9%。这表明石墨烯具有较高的固有力学特性。与纯PP相比,在PP SPC中加入GNP的0.062 wt%,拉伸强度和模量分别提高了117%和116%。与不含GNP的PP SPC相比,拉伸强度提高了42%。这表明了石墨烯的加入对提高机械性能的重要性。拉伸强度的提高是由于石墨烯具有较大的纵横比和较高的内在力学特性,以及PP与石墨烯之间相对较强的界面相互作用。此外,与PP/0.1 wt% GNP薄膜相比,PP/0.062 wt% GNP SPC的抗拉强度提高了73%。结果表明,通过纺丝和膜层叠加法制备的SPC具有良好的结合性能,进一步提高了PP/GNP复合材料的强度。PP/GNP薄膜的拉伸模量随着石墨烯含量的增加而增加,但并不比PP/GNP薄膜的拉伸模量高很多。其主要原因是薄膜的厚度依赖性。PP/GNP薄膜的平均厚度为0.1365 mm,而PP/GNP SPC薄膜的平均厚度为0.3614 mm。拉伸试验中聚合物的弹性模量随着试样厚度的增大而减小,与PP/GNP薄膜相比,PP/GNP薄膜的断裂伸长率要低得多,如图9 (c)所示,表明了厚度的显著影响。
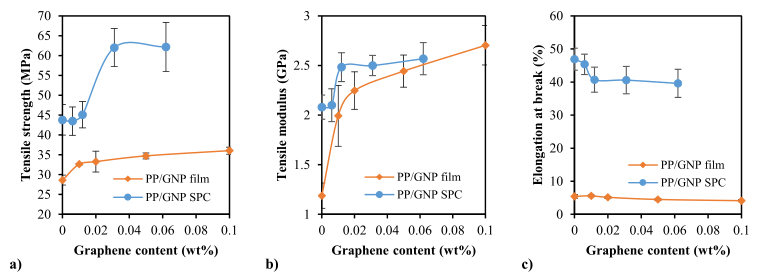
图 9 不同石墨烯含量的PP/GNP薄膜和PP/GNP SPC的拉伸性能:拉伸强度(a)、拉伸模量(b)和断裂伸长率(c)
界面性能分析
为了清楚了解石墨烯改善PP SPC界面性能的机理,通过测量剥离力来评估界面附着力。图10显示了不同石墨烯含量的PP/GNP SPC的剥离力随剥离位移的曲线。0.006 wt% GNP的加入并没有显著提高界面强度。随着石墨烯含量的增加,剥离力增大。当石墨烯含量增加到0.062 wt%时,平均剥离力为32.4 N,显著高于不添加GNP的PP SPC的平均剥离力15 N。界面强度提高了116%。这表明石墨烯的存在有效地增强了界面性能。此外,石墨烯含量越高,剥离失效时的位移越短。这表明,由于PP/GNP SPC的界面性能得到了进一步的提高,剥离失效较早。
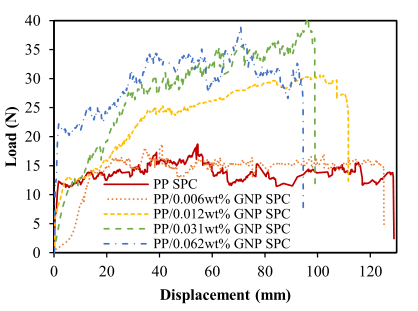
图 10不同石墨烯含量的PP/GNP SPC,剥离力与剥离位移的函数曲线
通过以上实验都说明了石墨烯对于聚丙烯自增强复合材料的力学性能有明显的提升效果。与碳纳米管等纳米增强材料相比,石墨烯更便宜,而且该技术需要的石墨烯含量很少。随着航空航天、交通运输、运动休闲等多个领域制品对轻量化的迫切需求,该成果都有很大的经济价值和应用前景。
以上研究成果以《The incorporation of graphene to enhance mechanical properties of polypropylene self-reinforced polymer composites》为题在材料领域权威期刊Materials and Design(2020, 195, 109073. IF:6.289)上发表。该论文第一作者和通讯作者为北京化工大学王建教授。
论文链接: https://doi.org/10.1016/j.matdes.2020.109073
本文来自高分子科技,本文观点不代表石墨烯网立场,转载请联系原作者。