
过去 200 多年以来,技术进步始终推动电池向能量密度更高、成本更低的方向演进。车用动力电池总体经历了镍氢/锰酸锂/钴酸锂-磷酸铁锂-三元锂电三个阶段,电池性能持续优化,成本不断下降。特斯拉是全球电动车龙头, 致力于改变世界能源结构,推动世界向可再生能源转变,其电池技术始终引领行业。
1、技术迭代驱动电池发展
“电池”这一概念由富兰克林提出。1800 年意大利物理学家伏特发明了伏特电堆,这是人类历史上第一款电池;19 世纪中期,可以循环使用的铅酸电池开始出现;19 世纪末期,瑞典人琼格纳发明了镍镉电池,这款电池后来推动了现代电子科技的发展;20 世纪 90 年代初,镍氢电池开始商业化;1992 年,索尼公司推出第一款商业化的锂离子电池,由于具备更好的性能被广泛使用。回顾电池 200 多年的发展历史,总体来看,电池向更高的能量密度(体积&重量)发展,此外,安全性、循环性及成本等因素也影响电池的商业化应用。

技术更替是汽车电动化浪潮的核心驱动力,风险和机遇并存。新能源汽车当前的痛点包括续航能力、充电效率、成本、安全性等,电池成为新能源汽车渗透率提升的关键。
以下详细分析当前主要的动力电池创新技术发展状况。
2、材料层面
2.1 、无钴化:中短期重要的降本增效手段
2.1.1 、高镍三元
三元正极材料一般指 NCM 或者NCA。对于NCM 材料,在充放电过程中+4 价的 Mn 不变价,在材料中起到稳定材料结构的作用,而 Ni 和 Co 会发生变价反应。当充电电压低于 4.4V 时,一般是 Ni 参与电化学反应,继续充电,在较高电压下,Co 会参与反应。因此,在 4.4V 以下充放电时,Ni 含量越高,材料可逆容量越大;Co 含量显著影响材料的离子导电性,Co 含量越高,材料离子的导电性越好,充放电倍率性越好。相对于 NCM,NCA 材料是用Al 替换了 Mn,其中Al 的作用也是稳定结构。
如图 7 所示,随着 Ni 含量的提升,三元材料的克容量不断增加,但热稳定性和容量保持率均有所下降。也就是说,对于三元电池,镍含量的增加有助于提升能量密度,但同时导致安全性和循环性变差。
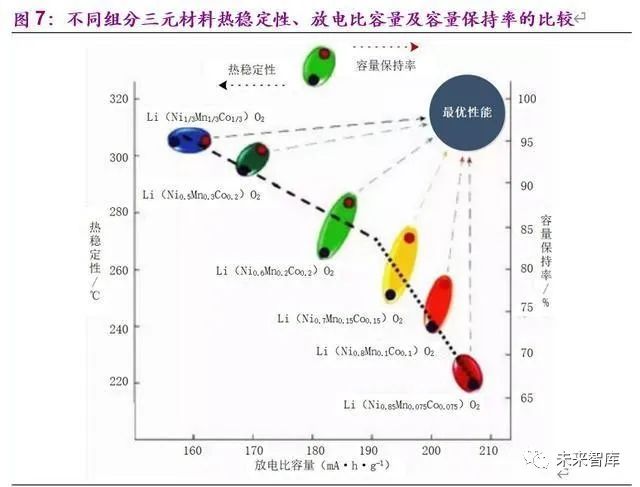
使用高能量密度的动力电池从而提升续驶里程对电动车行业至关重要, 高镍三元电池具有较高的能量密度,而且镍含量提高的同时钴含量降低,可以进一步降低电池成本,因此高镍低钴电池成为产业界共同努力的技术方向。
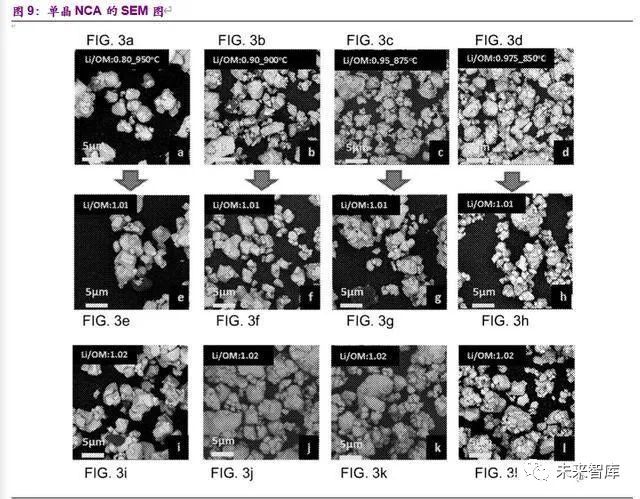
特斯拉正在布局低钴高镍锂电池,根据 2020 年 4 月 23 日披露的专利《Method for Synthesizing Nickel-Cobalt-Aluminum Electrodes》,特斯拉发明了一种单晶 NCA 材料制备方法。首先按照 Li/其他金属的摩尔比小于 1 的比例混合 NCA 前驱体和氢氧化锂,然后加热混合物到生长单晶的温度, 这样可以避免杂质 Li5AlO4 的形成,但由于该比例小于 1,这种材料的电化学性能较差。因此,在第二次加热的过程中,需要添加过量的 Li,最终生成的材料中 Li/其他金属的比例接近 1,这样就可以制备出无杂质的单晶 NCA 材料,杂质减少可能有助于延长电池的使用寿命。
2.1.2 、四元及改性包覆
针对高镍三元材料的固有缺陷,学术界和产业界尝试通过离子掺杂、表面包覆以及采用电解液添加剂等方式来改善三元材料的电化学性能。
掺杂元素是改进高镍三元材料性能的重要方式,在三元材料晶格中掺杂一些金属离子和非金属离子不仅可以提高电子电导率和离子电导率,提高电池的输出功率密度,而且可以同时提高三元材料结构的稳定性。常见的掺杂元素有 Al、Mg、Ti、Zr、F,不同元素的掺杂,作用有所不同。
Mg 掺杂,Li(NiaCobMnc)1-x MgxO2
其中,a:b:c 可以是 6:2:2 或者 8:1:1 等。例如,有科研人员合成了 Mg2+ 掺杂的 Li(Ni0.6Co0.2Mn0.2)1-x MgxO2,利用 Mg2+取代 Co3+,当 x=0.03 时, 电子电导率较未掺杂材料提高了 100 倍,电化学性能达到最优。同时,适量掺杂 Mg 能够显著提高材料的循环稳定性。
Al 掺杂,NCMA
Al 掺杂可以改进三元材料的结构稳定性和热稳定性。对于四元材料LiNiaMnbCo(c-x) AlxO2,当 Al 含量 x=0.1 时,有很好的安全性,当 x>0.06 时,材料与电解液的反应要小于锰酸锂。
LG 化学和通用计划于 2022 年量产 NCMA 四元电池,可以使得锂电池成本降低至 100 美元/kWh 以下。NCMA 锂电池最初由韩国汉阳大学等机构在 2016 年开始研究,该技术路线的思路即掺杂 Al 替代部分 Co,从而提升锂电池性能并且降低成本。此外,国内蜂巢能源也于 2019 年 7 月发布 NCMA 四元材料电池,并且计划在 2020Q2 实现量产。
2.1.3、磷酸铁锂
按照技术路线不同,动力电池主要分为三元电池、磷酸铁锂电池、锰酸锂电池等。对于动力电池的性能评价,一般包括成本(元/Wh)、体积能量密度(Wh/L)、质量能量密度(Wh/kg)、安全性、循环性、放电倍率、低温性能等。相对于三元电池,磷酸铁锂电池的缺点主要是:1)能量密度较低,特别是体积能量密度过低,从而影响乘用车的续驶里程;2)低温性能较差,不适合在北方冬季环境下使用。但除了以上两点之外,成本、安全性、循环性及放电倍率都是磷酸铁锂电池的优势所在。
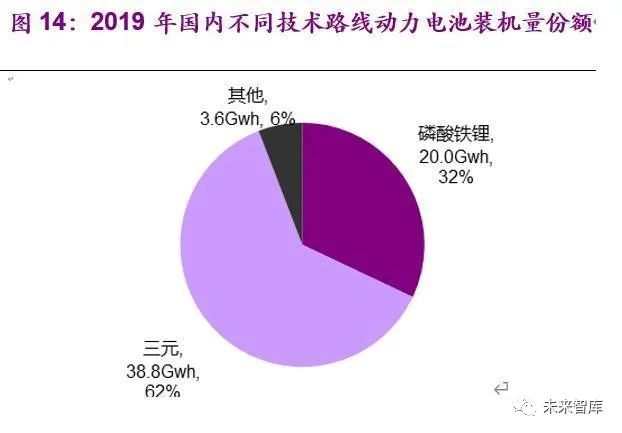
从过去几年动力电池装机数据来看,三元电池的份额越来越高,由 2016 年的 23%增长至 2019 年的 62%,而磷酸铁锂电池的装机量占比由 72%降至 32%。主要原因在于:(1)政策层面,补贴直接挂钩续驶里程、能量密度等指标,推动了乘用车三元化的趋势;(2)技术层面,三元电池能量密度的提升空间更大,从而使得整车续驶里程能够持续提升;(3)成本层面, 三元电池技术进步推动成本下降,降本路径更多,降本空间更大。因此,三元电池的装机量占比提升,而磷酸铁锂电池的装机量占比下降。
从近期情况来看,我们认为,有必要重新审视以上三个因素,磷酸铁锂电池的行业逻辑出现变化。变化之一:政策层面,推动乘用车三元化的政策因素逐步弱化,技术路线可能分化;变化之二:技术层面,2019 年以来宁德时代、比亚迪出现明显技术进步,特别是比亚迪“刀片电池”方案更加适用于磷酸铁锂电池,这使得磷酸铁锂电池与三元电池体积能量密度的差距缩小;变化之三:成本层面,精简结构可以从电池包层面实现降本,磷酸铁锂电池的降本空间超过预期,磷酸铁锂电池包的成本有望率先达到 0.5X 元/Wh 的水平。

2.2 、硅碳负极:提升能量密度的重要手段
动力锂电池在高能量密度的发展路径上持续技术迭代, 正极方面NCM811 和 NCA 等高镍三元材料将成为未来的主流路线,而负极方面在传统的石墨负极的克容量已经充分挖掘潜力的情况下,未来随着整个高镍体系的逐步成熟,硅基负极技术有望成为提高电池容量和能量密度的重要手段。
现有的负极材料分为碳材料和非碳材料,碳系负极材料主要包括人造石墨、天然石墨和中间相炭微球等;非碳材料负极主要包括钛基材料和硅基材料。其中具备成本低、工艺成熟、高导电率和较好稳定性的石墨负极材料占据了目前约 90%的负极材料市场,但在能量密度方面石墨负极材料有其理论最大值(372mAh/g)的局限。而硅具有很高的理论比容量(4200 mAh/g),是已商用化的石墨负极的 10 倍,同时具有较低的放电电位,有利于锂离子电池输出较高的电压。
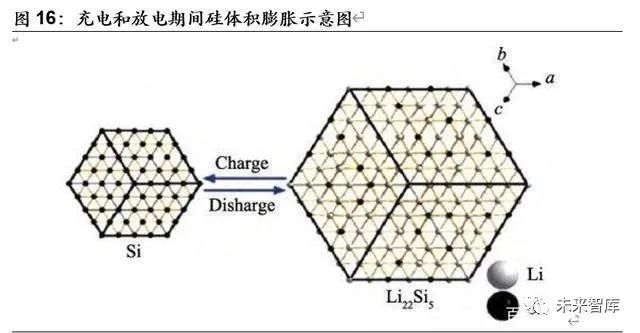
目前,通常采用硅负极材料纳米化、复合化和合金化等方法来提高其结构稳定性,改善硅负极循环性能。
硅负极材料的纳米化:为了改善硅基负极材料的循环稳定性,通常将硅材料纳米化,包括硅纳米颗粒、硅纳米线、硅薄膜和 3D 多空硅等。纳米硅材料作为嵌锂材料可以增加比表面积,减少锂离子电池脱/嵌深度和移动距离,改善了电极可逆嵌锂容量小、循环能力差以及极化程度高等缺点,负极体积在高压环境下变化较小,起到延长电池的循环寿命的作用。
硅负极材料的复合化和合金化:将具有较好机械性能和导电性能的金属或者碳材料,同硅材料制备复合材料也可以有效改善硅基材料性能,吸收硅材料的内部应力,改善硅负极的导电性,并增强电极的倍率性能。1)硅/金属复合材料:硅/金属复合材料即 M-Si 体系,其中 M 包括无法与锂反应的惰性金属,也包括能与锂参与脱嵌反应的金属。2)硅/碳复合材料:硅与非金属复合会形成一种核壳结构,该材料可以减缓内核硅颗粒的体积变化,可以有效解决循环过程中材料体积膨胀的问题,改善循环性能。
在硅碳复合材料中,目前石墨、碳纳米管、石墨烯等已被广泛应用。2012 年日本松下将硅碳负极材料应用于 NCA18650C 型号电池实现量产;2015 年 Maxwell 公司将其以“SiO-C”为负极材料的新式锂电池成功地应用于智能手机产品中;2017 年特斯拉 Model 3 搭载的动力电池使用了硅碳负极;国内企业中 CATL 等也在开发自己的高镍正极/硅碳材料体系。
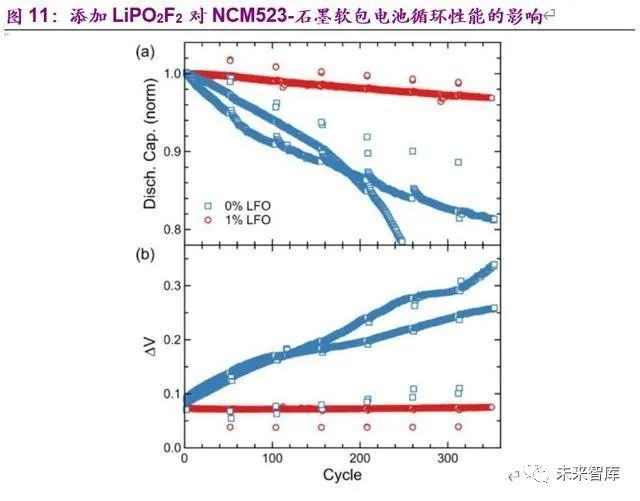
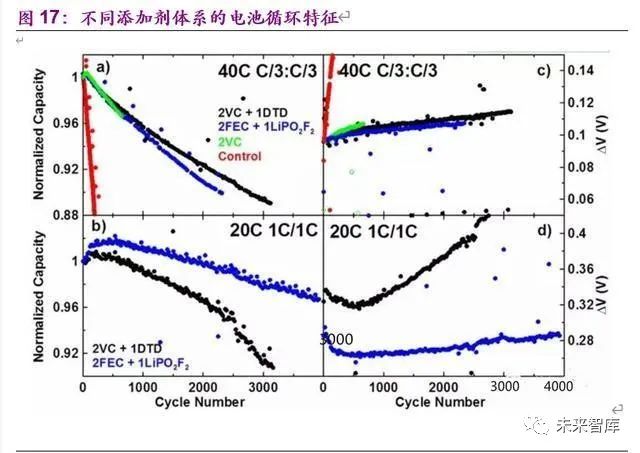
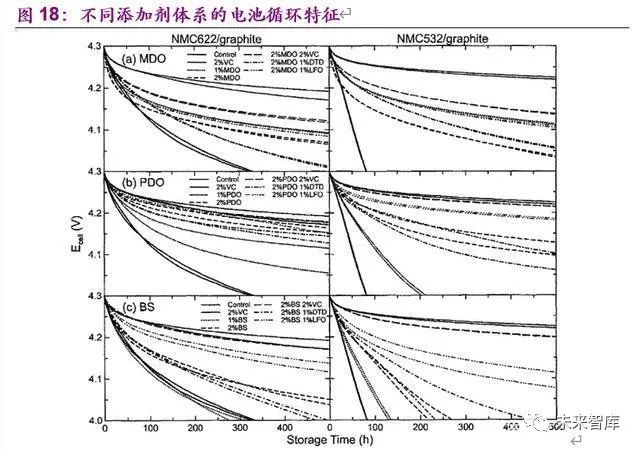
2.3 、电解液添加剂:降低阻抗,提升循环性
电解液添加剂是锂电池设计的重要组成部分,它会影响电池的性能、安全性和寿命。电解液添加剂可以抑制电化学阻抗的增长,降低存储过程中的自放电率,延长循环和日历寿命并抑制气体的产生。过去几年,Jeff Dahn 对 DMI ( 1,3- 二 甲 基 -2- 咪 唑 啉 酮 ) 、 ODTO ( 1,2,6-Oxadithiane 2,2,6,6-tetraoxide)等电解液添加剂进行了研究。此外,特斯拉于 2018 年提交了名称为《二恶唑酮与亚硫酸腈作为锂电池电解液添加剂》的专利文件。
2.4 、碳纳米管:性能优异的新型导电剂材料
锂电池的主要材料包括正极材料、负极材料、电解液和隔膜。锂电池正极常采用层状钴酸锂、锰酸锂、镍钴锰酸锂等作为活性材料,这些活性材料导电性存在一定限制,导致电极的内阻较大、放电深度不够,结果会导致活性材料的利用率低、电极的残余容量大。而导电剂作为一种关键辅材,可以增加活性物质之间的导电接触,提升锂电池中电子在电极中的传输速率,从而提升锂电池的倍率性能和改善循环寿命。
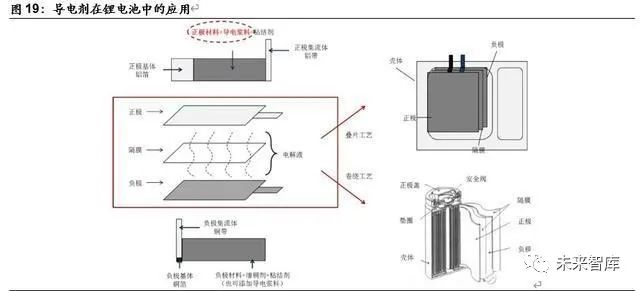
目前常用导电剂包括炭黑类、导电石墨类、VGCF(气相生长碳纤维)、碳纳米管以及石墨烯等。其中,炭黑类、导电石墨类和 VGCF 属于传统的导电剂,其在活性物质之间各形成点、面或线接触式的导电网络;碳纳米管和石墨烯属于新型导电剂材料,其中碳纳米管在活性物质之间形成线接触式导电网络,石墨烯在活性物质间形成面接触式导电网络。不同类型导电剂由于空间结构、产品形貌、接触面积不同,其导电性能和对锂电池能量密度、倍率性能、寿命性能和高低温性能影响不同。
炭黑类、导电石墨类和 VGCF 等作为传统的导电剂在锂电池中已经应用多年,目前主流的传统导电剂如 SP、乙炔黑、科琴黑、KS 和 VGCF 等主要来自于美国卡博特(Cabot)、瑞士特密高(TIMCAL)、日本狮王(Lion)、日本电气化学和日本昭和电工等企业。
而相对于传统导电剂而言,同样的导电效果下,碳纳米管的用量仅为传统导电剂的 1/6~1/2,此外碳纳米管可以使锂电池循环过程中保持良好的电子和离子传导,从而大幅提升锂电池的循环寿命。根据国轩高科李婷婷等对 NCM111 体系下不同导电剂(炭黑SP/Ks-6、碳纳米管、碳纳米管与石墨烯、纯石墨烯)电化学性能的研究, 发现在 2.0%的低导电剂含量时, 碳纳米管具有最优电化学性能,1 C 放电比容量 165.8 m Ah/g,且 50 周循环后容量保持率达到 82.9%,此外低管径(5 nm)的碳纳米管具有更好的倍率性能,能分散均匀形成良好的导电网络,且 3 C 倍率下容量保持率为 85.6%。
为提高动力锂电池的能量密度和循环寿命,各锂电池企业在研发正负极新材料体系的同时,致力研究通过其他材料提升锂电池能量密度。碳纳米管凭借其较高长径比的特性,相较于炭黑能够进一步提高锂电池的倍率性能, 并可以通过更少的添加量来提升正极活性物质含量,从而提升锂电池能量密度。尽管在市场应用的早期阶段,较高的价格是碳纳米管替代炭黑成为动力锂电池主流导电剂的主要障碍,但碳纳米管作为一种新型材料,随着市场接受度的提升、大规模的产业化以及价格的持续下降,相比于炭黑等传统导电剂在性价比上的差距持续缩小。
3、结构层面
3.1 、CTP 方案:降本效果显著
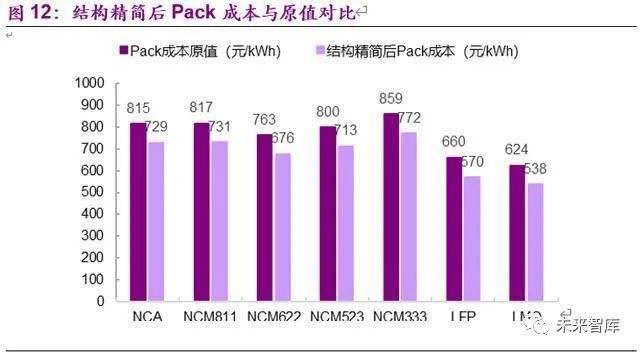
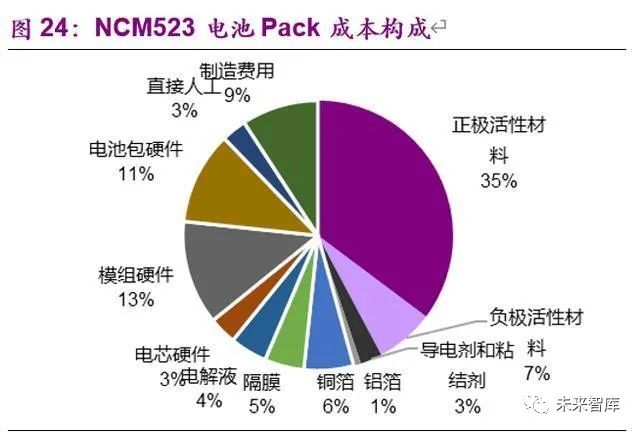
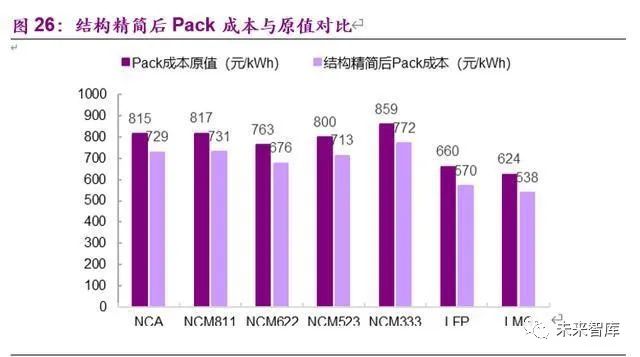
动力电池 Pack 主要由电芯、模组硬件、电池包硬件构成。根据我们的动力电池成本模型,电芯硬件在 Pack 中成本占比不到 5%,模组硬件占比约15%。因此,整合精简电芯、模组硬件成为动力电池降本的重要路径之一。
2019 年 9 月,在德国法兰克福国际车展上,宁德时代推出了全新的 CTP 方案(Cell To Pack),改变了原有的电芯-模组-电池包结构,电芯直接集成到电池包。根据宁德时代公布的资料,相比于传统电池包,CTP 可以使空间利用率提升 15%-20%, 零件数量减少 40%,能量密度提升 10%-15%。
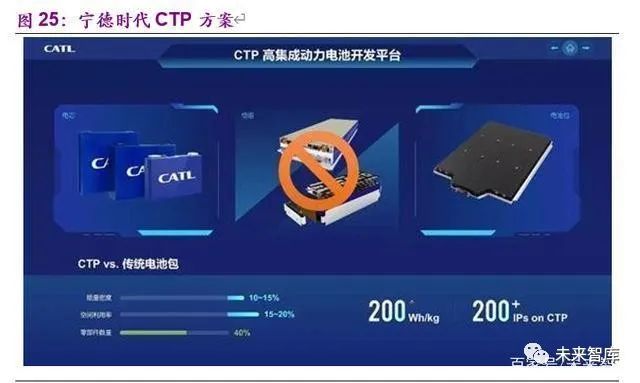
根据我们的动力电池成本模型,参考 CATL 提出的CTP 技术(Cell To Pack),假设模组硬件物料成本降低 80%,减掉相应的模组组装设备和人员,那么与 Pack 成本原值相比,结构精简后的 Pack 成本下降约 10%-15%。
3.2 、刀片电池方案:磷酸铁锂电池体积能量密度大幅提升
比亚迪开发的“刀片电池”属于新一代磷酸铁锂电池(超级磷酸铁锂电池),将于 2020 年量产,体积能量密度比传统磷酸铁锂电池提升 50%,具有高安全、长寿命等特点,比亚迪“汉”将是全球首款搭载“刀片电池”的车型,计划于 2020 年 6 月上市。该车型定位为中型轿车, 其中纯电版的NEDC 工况续航超过 600km。
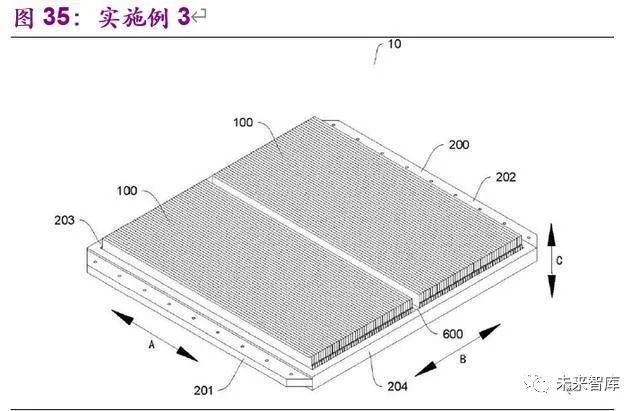
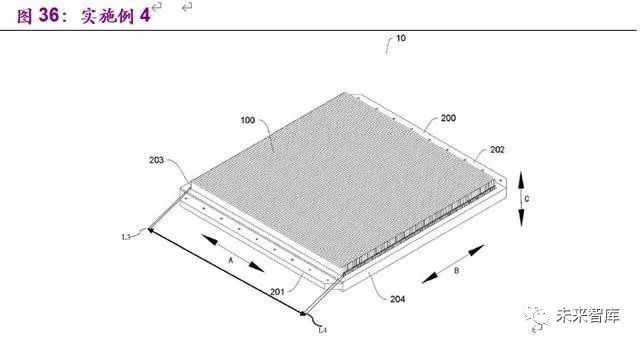
图 28 是比亚迪“刀片电池”专利中电池结构示意图,通常情况下,电芯长度:电池宽度=4~21,即将电芯设计成扁片长条形状。通过设计电池的长度和宽度,可在一定体积下使电芯合理的扁长化,一方面利于在动力电池包内的整体排布,从而提高动力电池包的空间利用率、扩大动力电池包的能量密度;另一方面能够保证电芯具有足够大的散热面积,能够及时将内部的热量传导至外部,防止热量在内聚集,从而匹配较高的能量密度。
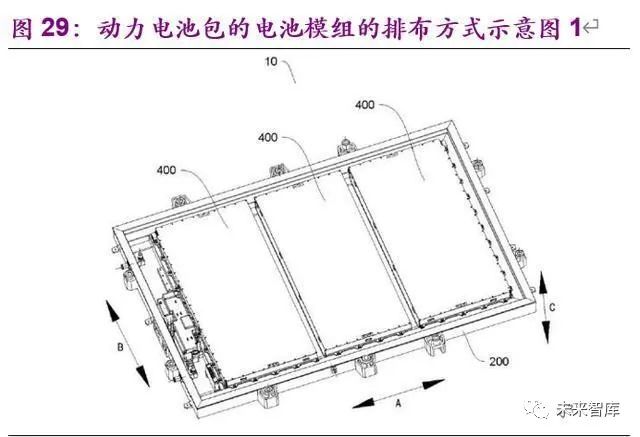
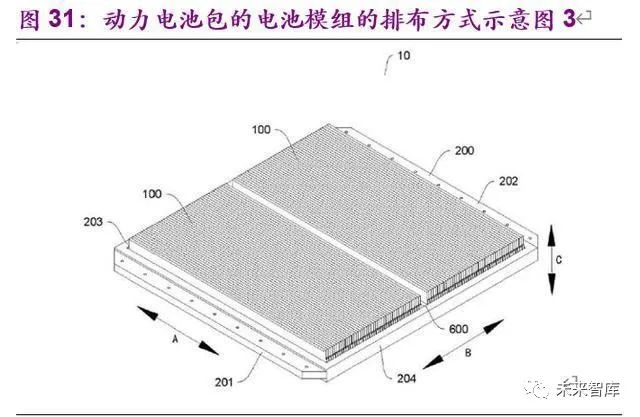
表 5 中,以磷酸铁锂电池为例,对“刀片电池”的效果进行了比较。总体来看,通过改变电芯的排布、尺寸参数以及其它因素的设计(单体电池的长度与车身的单体电池长度延伸方向上的尺寸之比),空间利用率能够突破现有动力电池包的限制,从而实现更高的能量密度;而且这种体积能量密度提升的效果与电池包体积正相关,即电池包体积越大,可以充分利用车身空间,同样的设计带来的能量密度提升更多。
4、工艺层面
4.1 、干电极:可拓展至锂电池,实现降本增效
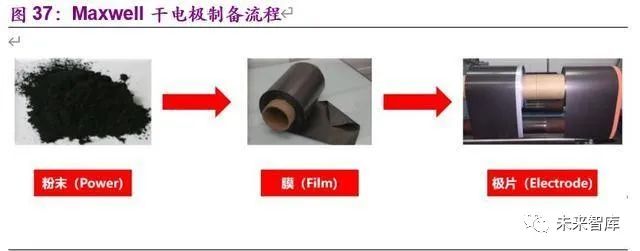
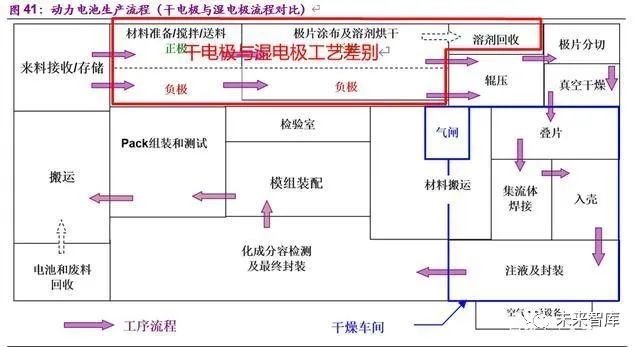
干电极是一种极片制作工艺,与湿电极工艺的核心区别在于是否使用溶剂。极片制作是生产电池的核心工序,目前应用广泛的工艺是湿电极工艺, 首先将活性材料、粘结剂和溶剂进行搅拌,然后进行浆料涂布,后续步骤还包括烘干、溶剂回收等。根据 Maxwell 披露的资料来看,其干电极技术的主要步骤是:(1)干粉(活性材料、导电剂、粘结剂)混合,(2)将干粉制成薄膜,(3)将膜与集流体层压,整个过程始终保持无溶剂干燥状态。
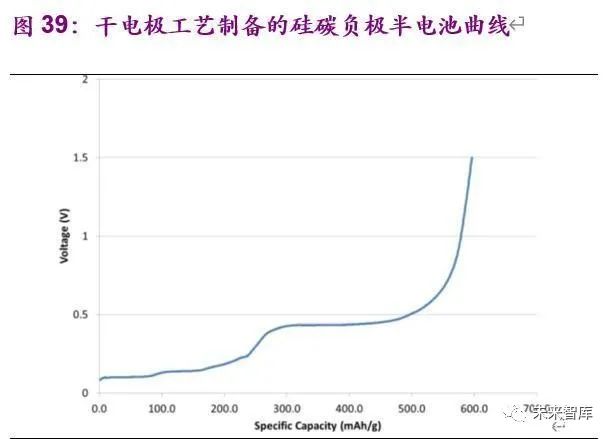
Maxwell 的研发人员曾发表论文《Dry Electrode Coating Technology》, 论证了其干电极技术应用于锂电池领域的可行性,从结果来看,干电极工艺制备的 NCM811 电池表现出典型的放电曲线,硅碳负极的曲线也表现正常。因此,干法电极技术理论上可以应用于锂电池。
根据 Maxwell 在“21st Annual Needham Growth Conference”的公开资料,其干法极片技术表现包括:
1) 能量密度:目前可以突破 300Wh/kg,并且可能有突破 500Wh/kg的潜力;
2) 循环寿命:可以改善电池的耐久性,寿命有望翻倍;
3) 成本方面:生产速度大幅提升,比现有的湿法电极工艺降本约10%-20%+;
4) 技术特色及环保方面:无溶剂生产,可应用于下一代材料、无钴电池、固态电池等。
干电极技术可节省设备投资,提升生产效率。从制备流程来看,与湿法电极技术相比,干法电极可省去溶剂烘干设备+回收设备,湿浆料搅拌机需要改为相应的粉末混合设备,需要增加粉末到膜的挤压设备,涂布机+辊压机需要合并改为相应的层压设备。从 Maxwell 在“21st Annual Needham Growth Conference”的公开资料来看,干电极技术可能会节省一部分设备投资,同时生产效率也会提升。
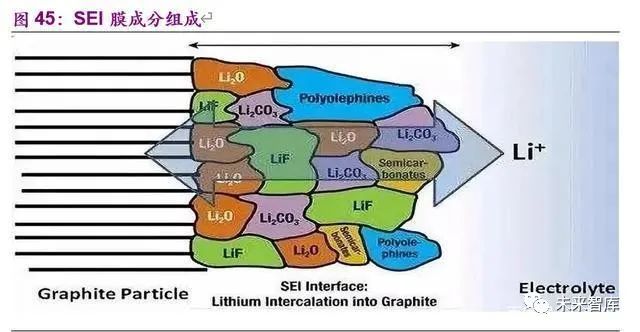
4.2 、预补锂:提升首效,改善性能
在锂离子电池首次充电过程中,有机电解液会在负极表面还原分解,形成固体电解质相界面(SEI)膜,永久地消耗大量来自正极的锂离子,造成首次循环的库仑效率(ICE)偏低,降低了锂离子电池的容量和能量密度。与现有的石墨材料有 5%~10%的首次不可逆锂损耗,硅负极的首次不可逆容量损失达 15%~35%,较大的首次不可逆容量损失消耗大量的电解液和正极材料中脱出的锂离子,导致较低的充放电效率、放电比容量及较差的稳定性,降低了电池的能量密度。
为了解决碳负极材料 SEI 膜造成的容量损失,目前通行的方法是通过负极材料的预锂化,通过预锂化对电极材料进行补锂,抵消形成 SEI 膜所造成的不可逆锂损耗,以提高电池的总容量和能量密度。目前常见的预锂化方式有锂箔补锂、锂粉补锂、电化学补锂、化学补锂等。
4.2.1、铜箔补锂
锂箔补锂是利用自放电机理进行补锂的技术。金属锂的电位为- 3.05V(vs.SHE,标准氢电极),在所有电极材料中最低。由于电势差的存在, 当负极材料与金属锂箔接触时,电子自发地向负极移动,伴随着 Li+在负极的嵌入。
尽管与锂箔直接接触,可以实现负极预锂化,但预锂化的程度不易精确控制。不充分的锂化,不能充分提高 ICE; 而补锂过度,可能会在负极表面形成金属锂镀层。尽管利用锂箔进行补锂有较好的效果,但补锂过程需要在临时的电池或电化学装置中完成,难以扩大规模。
4.2.2 、稳定化锂金属粉末( SLMP)
稳定的金属锂粉(stabilized lithium metal powder – SLMP )是目前唯一一种可以工业化的预锂化方法,是美国 FMC Lithium(www.fmclithium. com)公司开发的产品,由约 97%金属锂和约 3% Li2CO3 组成,尺寸为 5~ 50 μm,其比容量约为 3600 mA·h/g,Li2CO3 均匀地包覆在金属锂的表面阻止了副反应的发生,在干燥空气、NMP 溶剂以及不同温度(25℃、55℃) 下具有优异的稳定性,因此可用于高容量合金负极、转换反应材料、碳材料以及非锂正极的首次不可逆容量损失。
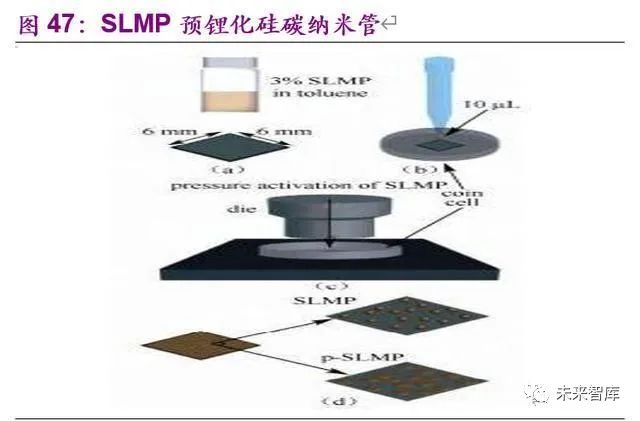
实践表明,向硅电极中引入 0.7mg 的 SLMP,可补偿 2068.8mAh/g 的可逆比容量损失。通过 SLMP 预锂化后,负极的首次不可逆容量减少了20% ~ 40% 。
从锂电池体系演进以及正负极材料研发进程看,通过超高镍三元材料应用有望降低钴的用量,最终达到 Tesla 追求的极致“无钴化”。而 Maxwell 干电极生产工艺有望促进负极预锂化,并使硅碳负极材料产业化提速。
5、其他创新技术
5.1 、超级电容:探索与锂电结合的可能性
超级电容属于第三代储能装置,第一代为机械式储能,如飞轮、发条等;第二代为化学式储能,如铅酸蓄电池、镍氢电池、锂电池等;而第三代就是以超级电容为代表的物理式储能装置。超级电容的优点包括快速充电、循环性极好、安全性好等。
超级电容的缺点也比较明显,比如能量密度很低,不到锂电池的 10%。因此,目前超级电容在电动汽车领域的应用并不常见。
锂电池的缺陷主要是充电速度较慢、低温性能较差以及使用寿命不够长等方面。而超级电容器的拥有极短充放电时间、极佳使用寿命以及高可靠度。超级电容和锂电池模组相结合可以实现对新能源汽车进行快速充放电,延长电池使用寿命,提升性能和效率,改善在全天候环境下的使用和安全性能。但目前这一应用方向应该仍处于试验阶段。

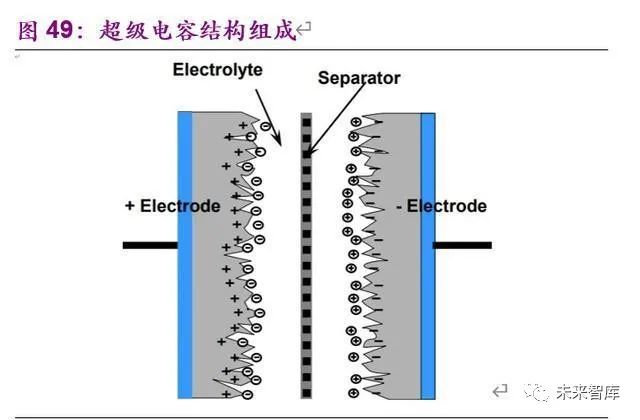
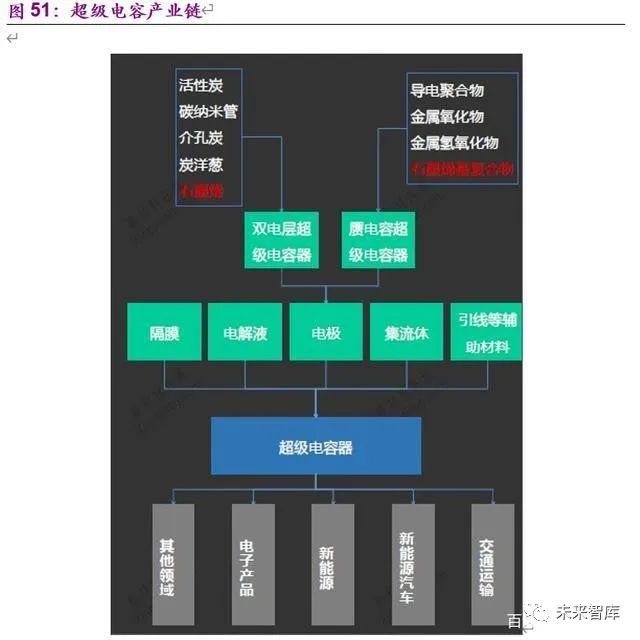
超级电容主要由极片、电解液、隔膜等构成,其中,极片由材料和集流体组成。超级电容器电极采用的电极材料是进行能量存储的关键,是决定超级电容器性能的核心影响因素。双电层超级电容器的材料主要是一些碳材, 包括活性炭、碳纳米管等,赝电容超级电容器的材料包括导电聚合物、金属氧化物等。
5.2 、固态电池:下一代锂电技术
与液态锂离子电池不同,固态电池中的固态电解质替代了液态锂离子电池的液态电解质、隔膜。固态电池潜力巨大,有希望获得安全性更高、单体能量密度更高(>350 Wh/kg)和寿命更长(>5000 次)的动力电池。
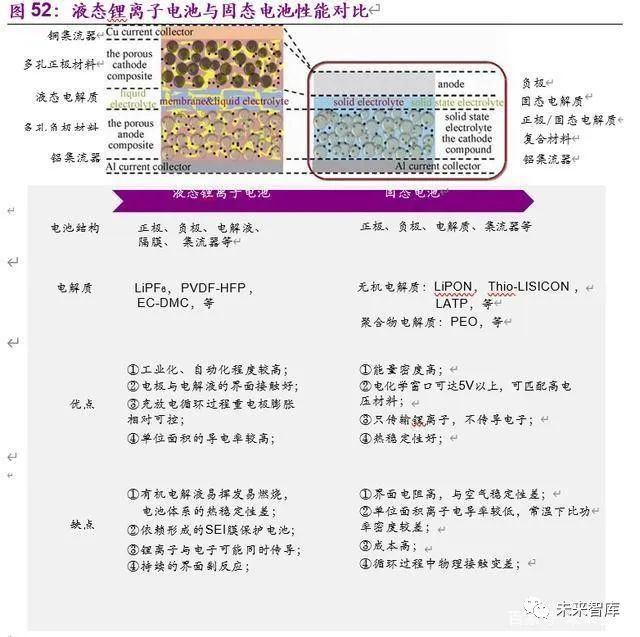
(1)安全性高,降低电池自燃、爆炸风险。固态电池将液态电解质替换为固态电解质,大大降低了电池热失控的风险。半固态、准固态电池仍存在一定的可燃风险,但安全性优于液态锂电池。
(2) 能量密度高,有望解决新能源汽车里程焦虑问题。固态电池电化学窗口可达 5V 以上,高于液态锂离子电池(4.2V),允许匹配高能正极,提升理论能量密度。固态电池无需电解液和隔膜,缩减电池包重量和体积,提高续航能力。电池负极可以采用金属锂,正极材料选择面更宽。
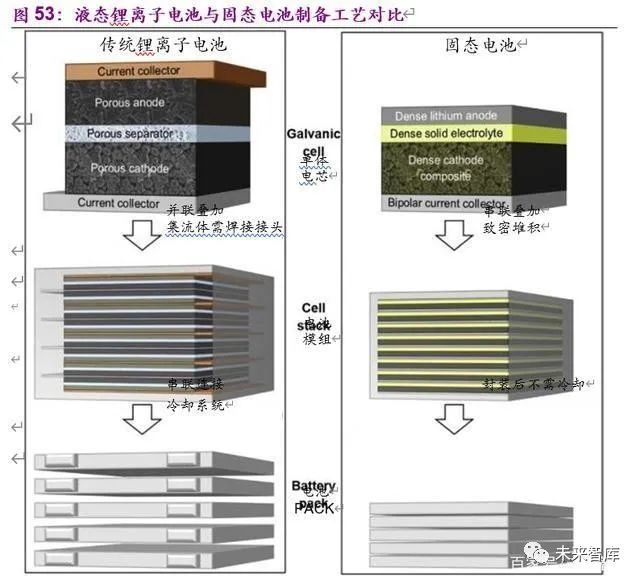
(3) 固态电池可简化封装、冷却系统,电芯内部为串联结构,在有限空间内进一步缩减电池重量,体积能量密度较液态锂离子电池(石墨负极)可提升 70%以上。液态锂离子电池以并联结构相接,封装复杂且体积庞大;固态电池无漏液风险,可简化冷却系统,电池以多电芯串联结构相接,优化电池封装,电池的体积能量密度大幅提升。
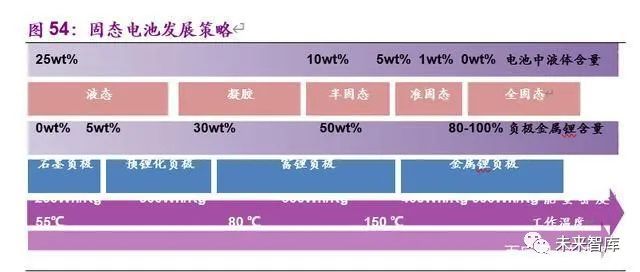
固态电池的技术发展采用逐步颠覆策略,液态电解质含量逐步下降,全固态电池是最终形态。依据电解质分类,锂电池可分为液态、半固态、准固态和全固态四大类,其中半固态、准固态和全固态三种统称为固态电池。固态电池的迭代过程中,液态电解质含量将从 20wt%降至 0wt%,电池负极逐步替换成金属锂片,电池能量密度有望提升至 500Wh/kg,电池工作温度范围扩大三倍以上。预计在 2025 年前后,半固态电池可以实现量产,2030 年前后实现全固态电池的商业化应用.
氧化物固态电解质各方面性能较为均衡,其他类型固态电解质普遍存在性能短板,尚不能达到大规模应用的要求。固态电解质是固态电池的核心部件,在很大程度上决定了固态电池的各项性能参数,如功率密度、循环稳定性、安全性能、高低温性能以及使用寿命。固态电池距离高性能锂离子电池系统仍有差距,聚合物、氧化物、硫化物三类固态电解质的性能参数各有优劣。
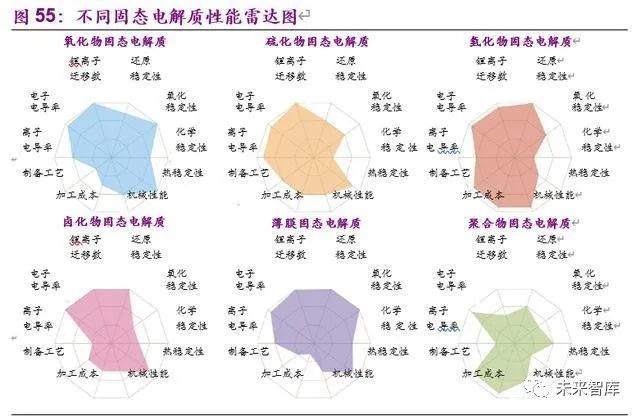
聚合物固态电解质率先实现应用,但存在高成本和低电导率两个致命问题。目前主流的聚合物固态电解质是聚环氧乙烷(PEO)电解质及其衍生材料。2011 年法国Bollore 公司推出固态电池为动力系统的电动车,聚合物固态电池率先实现商业化。聚合物电解质在室温下导电率低,能量上限不高, 升温后离子电导率大幅提高但既消耗能量又增加成本,增大了商业化的难度。
氧化物固态电解质综合性能好,LiPON 薄膜型全固态电池已小批量生产,非薄膜型已尝试打开消费电子市场。LLZO 型富锂电解质室温离子导电率为 10-4 S/cm、电化学窗口宽、锂负极兼容性好,被认为是最有吸引力的固态电解质材料之一,制约其发展的重要因素是电解质和电极之间界面阻抗较大,界面反应造成电池容量衰减。
硫化物固态电解质电导率最高,研究难度最高,开发潜力最大,如何保持高稳定性是一大难题。LGPS 电解质的离子电导率高达 1.2×10-2 S/cm,可与液态电解质相媲美。虽然硫化物电解质与锂电极的界面稳定性较差,但由于离子电导率极高、电化学稳定窗口较宽(5V 以上),受到了众多企业的青睐,尤其是日韩企业投入了大量资金进行研究。
目前氧化物体系进展最快,硫化物体系紧随其后,高能聚合物体系仍处于实验室研究阶段,硫化物和聚合物体系都已取得长足进展。
1) 近年多家中国企业建立氧化物固态电池生产线。2018 年 11 月苏州清陶固态锂电池生产线在江苏昆山建成投产,单体能量密度达 400Wh/kg 以上,拟于 2020 年进入动力电池应用领域。江苏卫蓝新能源电池有限公司也计划于近期尝试进一步探索。2019 年 4 月辉能科技宣布与南都电源合作, 计划建立国内首条 1GWh 规模的固态电池生产线,2019 年底,辉能科技宣布将于 2020 年建成固体电池生产线,2020 年 4 月辉能科技完成D 轮融资, 本轮融资将用于加速固态电池商业化落地和工厂建设。
2) 2020 年日本丰田计划推出搭载硫化物固态电池的新能源汽车,并于 2022 年实现量产。十几年前丰田已开展固态电池研发工作,不仅获得了固态电解质材料、固态电池的制造技术等方面的专利,还研发了一整套的正极材料和硫化物固态电解质材料回收的技术路线和回收工序。
3)美国 Sakti3 宣布研发出超高能量密度聚合物固态电池。2019 年 12 月,Sakti3 号称开发出了能量密度超 1000 Wh/kg 的固态电池,但该电池至今还未在实验室之外进行过测试,绝大多数技术细节并未公开。
……
(报告观点属于原作者,仅供参考。报告来源:光大证券)
获取报告请登录未来智库www.vzkoo.com,搜索“动力电池”。
本文来自未来智库,本文观点不代表石墨烯网立场,转载请联系原作者。