
本案例是以法国诺德模具材料为例,演示了手糊玻璃钢模具制作的大概过程,希望对你了解模具制造有一定的启发与帮助。
阳模制作过程
1、CNC机加工(密度为25kg/㎡)聚氨酯或聚苯乙烯泡沫原模,在阳模基础上进行 -8到 -12mm的深度加工。
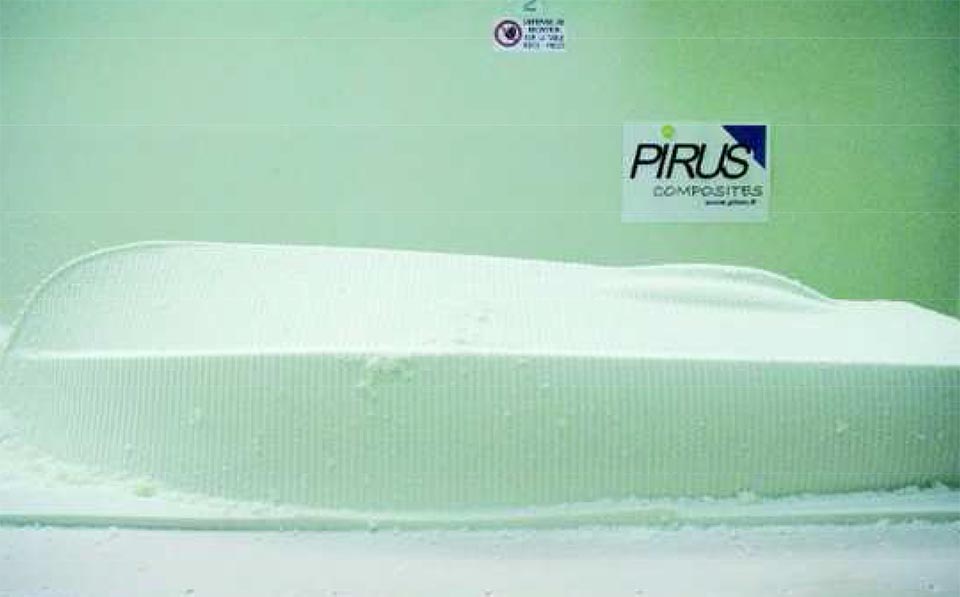
2、在CNC后的阳模上,手糊NORE CORE 854泡沫兼容树脂(无苯乙烯树脂)。先在泡沫表面涂上0.8-1mm厚度兼容树脂,再糊制2层300g/㎡短切毡并加固玻纤层,四周需要留10-15cm包裹基材。

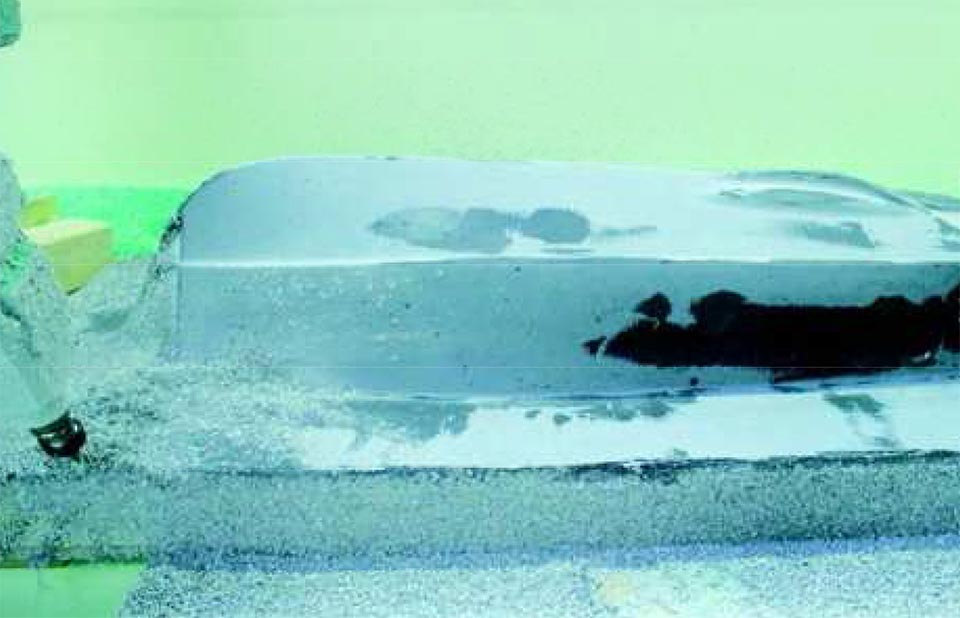
3、多次薄层喷涂NCL 809 D065聚酯代木,以达到厚度5-6mm/层。如机加工所需要的厚度为8mm,需喷涂2层;如需要厚度为12mm,则需喷涂3层。

4、数控机床加工聚酯代木涂层的泡沫阳模,简单240目打磨并清理干净。
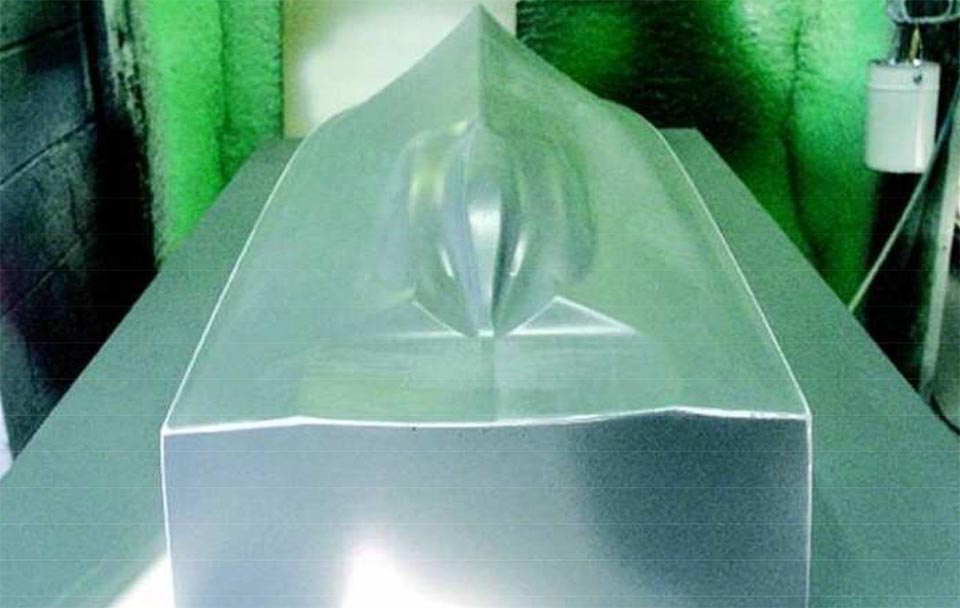
5、喷涂NORD APPERT 230气干性易打磨胶衣,450-600微米厚度即可,并240-400目砂纸打磨。


6、喷涂高光胶衣NORD LAQUE 210,这是进一步提高原模效果的考虑。可以精心打磨并高度抛光处理。



原模上的任何缺陷都会被转化到模具上,进而需要更多努力去改正。所以,高品质的玻璃钢模具源自优质的原模。这也是喷涂高光胶衣的目的,尤其适合高光泽样件的试制。
阴模制作过程
1、打脱模蜡5-8遍,每遍间隔5分钟以上,最后一遍15分钟以上。首选膏状脱模蜡的原因,是其能封堵阳模表面的细小微孔,而半永久脱模剂则需要做更多的安全措施,比如:封孔处理。

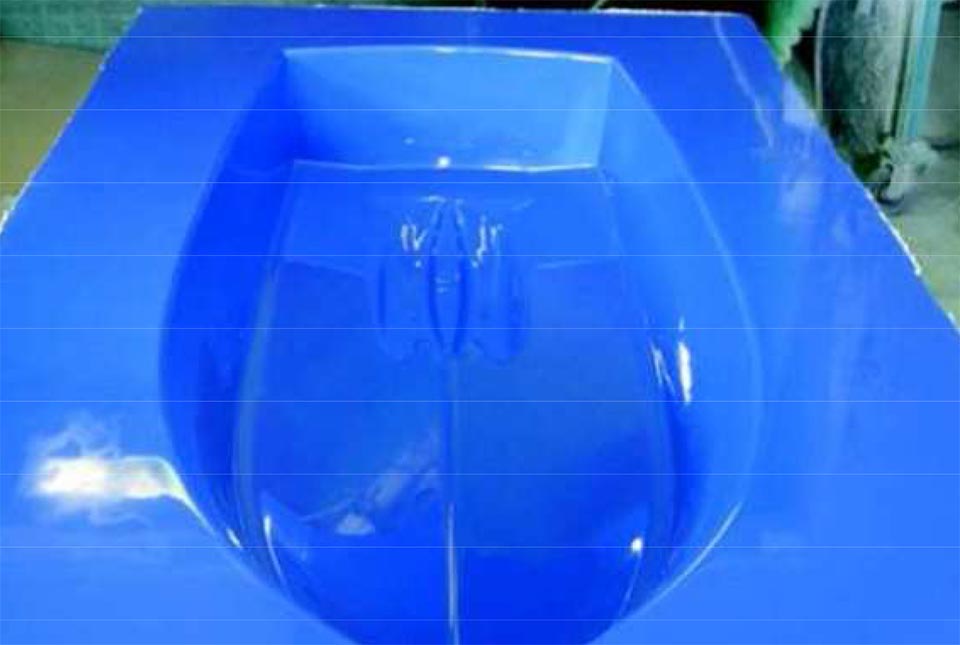
2、喷涂乙烯基模具胶衣GC207

胶衣固化剂添加量为1.5%;湿膜厚度为0.8mm,分2遍喷涂,每遍胶衣用量约为450g/㎡;枪嘴口径3.0mm;气压在4-5bar,如需稀释首选苯乙烯。常温下,胶衣固化时间为1.5小时;如加温60°C,45分钟即可满足后铺层要求;不要隔夜固化。
2、在拐角位置使用混有白炭黑与625树脂的膨体纱填充,以防止出现中空缺胶的问题。
3、30g表面毡一层,搭配625乙烯基模具树脂,这能有效提高模具表面平整度,并防止出现玻纤纹路。

4、手糊2层300g短切毡,搭配625乙烯基模具树脂,充分固化后方可后续铺层。2-4步可以作为一个大铺层。

5、手糊模具结构层:rm2000零收缩模具树脂,一次铺敷6层300g/㎡或4层450g/㎡无碱短切毡,以获得3-4mm的厚度,在铺敷每一层毡时用消泡辊消除气泡。
MEKP添加量不低于1%;18-25℃使用RM2000,温度过低会影响树脂的低收缩性能,温度过高将使凝胶时间缩短。

当树脂固化后铺层变成白色,一小时后可以开始下一个阶段得铺层(4-6层)。重复上述步骤进行铺层以达到所需厚度。
6、为了防止收缩变形和日后使用方便,当日内可根据具体要求进行加固处理。

6、用橡胶锤或木锤敲击模具边缘,可从敲击声判断是否脱开,若声音空、轻则已脱开,一处脱开后再逐渐扩展敲击点,使脱开范围逐渐扩大,最后一段用工具撬动就可把玻璃钢模具脱下。

7、打磨并抛光处理,建议水砂纸打磨从400-600-800-1000-1200目打磨,再使用抛光蜡进行抛光处理,以提高表面光亮和平整度。
由于图例是老外资料截图,所以清晰度不是很高,但对你大概了解模具加工足够,凑合看吧!老外原版资料在这里,拿走不谢!诺德零收缩模具成型方案
本文来自FRP.LINK,本文观点不代表石墨烯网立场,转载请联系原作者。